

咱们聊中央厨房,总爱说“品质优良”这四个字,但你有没有琢磨过——它到底不是一句客套话,也不是贴在墙上当装饰的标语?它得能掰开揉碎了讲清楚:谁说了算?怎么算?好到什么程度才算“优”,而不是“刚及格”?
先泼点冷水:光是“没出事”,不叫品质优良;“每次都能做出来”,也不够格。它得有根有据,有尺子、有刻度、有底线,更有高线。比如《餐饮服务食品安全操作规范》里写的是“必须不踩红线”,而团体标准T/CCCMHPIE 002—2023则悄悄把标尺抬高了一截——它开始问:同一款麻酱,连续10批的油脂析出率波动大不大?同一条产线早中晚班做的包子皮厚薄差几毫米?这些细节,才是“优良”的真实注脚。
再打个比方:合格是“交得了差”,优良是“让人放心下单第二次”。它不靠老板拍胸脯,而靠数据说话——比如关键理化指标的变异系数(CV值)稳定压在5%以内,客户连续三个月复购率不低于92%,还有更硬核的一条:微生物抽检,绝不出现一次“本不该有”的菌落——不是“没检出”,而是“理论上就不该出现”。这种底气,不是熬出来的,是设计出来的。
说清楚“什么是品质优良”只是破题,真正难的,是让这四个字天天上岗、班班靠谱、批批落地——不是靠运气,也不是靠老师傅的手感,而是靠一套能自己呼吸、自己纠错、自己进化的系统。
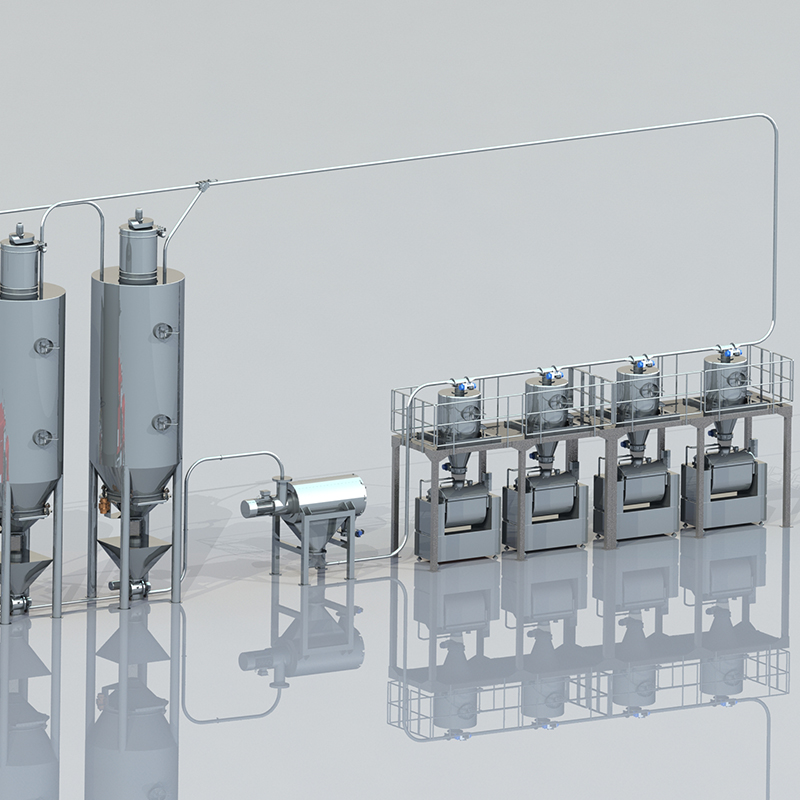
先别急着上设备、画流程图。得先问一句:你的厨房,有没有一套“量身定做的”食品安全管理体系?不是把GB/T 27306-2018打印出来装订成册就完事,而是真把它嚼碎了,揉进你每天早八点的原料卸货、十一点的投料指令、下午三点的清洗排程里。新版征求意见稿里反复强调的一点特别实在:体系不能只管“不许出错”,还得回答“万一出错了,怎么三分钟内锁定源头、十分钟内切掉风险”。换句话说,合规是门槛,响应力才是分水岭。就像新乡市高服机械股份有限公司专注物料处理40年,他们给中央厨房搭的供料系统,从吨袋拆包机到气力输送,再到智能粉仓,每一步都留有数据接口和物理隔离段——不是为了炫技,而是为了让“某袋面粉湿度超标”这件事,还没进搅拌缸,系统就已经在报警、自动分流、同步推送校准建议。
再往下走,光有体系骨架还不够,得填上血肉:全链路的品质控制流程。它得像一条精密咬合的齿轮链——原料进门就得过两道筛:供应商不是“签了合同就进名录”,而是动态打分,农残兽残检测不是抽检凑数,而是双通道并行快检,结果没出来,货不许卸;投料环节更不能只信仪表盘,AI视觉称重校验会盯着喂料口,发现重量偏差超0.3%,自动暂停并弹窗提醒;热加工那块儿,温时曲线不是画在纸上,而是每秒采样、自动比对黄金区间,偏了0.5℃持续超过12秒,系统就记一笔“工艺漂移”;最后成品不是打包完就撒手,而是每批次留样、封存、扫码绑定生产参数,一旦下游反馈异常,48小时内就能调出从麦子入库到包子出锅的完整行为日志——哪台失重秤校准过期了,哪个微量喂料阀响应延迟了,甚至CIP清洗时某个喷头压力不足,全都有迹可循。
说到检测,现在还靠送实验室等三天?有点跟不上节奏了。真正的品质防线,得往前挪、往实里扎。近红外(NIR)探头直接装在输送管道上,面粉水分、油脂含量秒出结果,波动一露头就干预;ATP生物荧光仪不是月底大扫除才拿出来擦一遍,而是固定在关键工位旁,操作员洗手后顺手一测,数值跳绿才允许进灌装区;至于致病菌——沙门氏菌这类老对手,全基因组测序(WGS)已经能帮你比对出它是来自上周的刀具残留,还是隔壁车间通风带过来的“串门客”。这些技术本身不新鲜,但能不能让它长在产线上、融进SOP里、变成班组长晨会第一句“今天重点关注什么”,才是拉开差距的关键。而支撑这一切的底层能力,恰恰是新乡市高服机械提供的数字化服务:MES系统集成让检测数据自动归集,AI能效管理悄悄优化蒸煮段蒸汽用量,远程运维平台则让工程师不用赶两小时路,就能调出千里之外某台计量泵的三年运行曲线——品质不是守出来的,是算出来、连起来、跑出来的。
品质这事儿,最怕两种状态:一种是“感觉还行”,靠老师傅皱皱眉、尝一口就拍板;另一种是“报告全绿”,但客户悄悄把订单转给了隔壁家。真正的品质优良,不靠感觉,也不靠粉饰,它得经得起三重拷问——自己人查得严、外人挑得狠、数据说得清。
怎么才算“说得清”?不是年底堆一摞检测报告,而是每天早上八点,生产主管打开系统,一眼看到过去24小时的多维品质评价矩阵:HACCP关键控制点符合率99.7%,比上月高0.2个百分点;第三方飞检刚发回结果,37项条款全达标,其中“投料精度一致性”一项还被特别标注为“行业标杆级实践”;更关键的是平台端消费者口味评分后台跑出了新趋势——近三千条“酱香不够浓”的投诉,经NLP语义聚类后,自动归并为“豆瓣酱批次风味衰减”,时间戳精准指向上周二15:00—16:30的灌装段。这不是玄学,是把客户嘴里的“不对劲”,翻译成产线上的“哪个阀动慢了半秒”。
而真正让品质从“稳定”走向“进化”的,是那套不讲情面的根因分析机制。比如某次酱料咸度波动,传统做法可能是调配方、换盐商、再试三批。但用上“5Why+鱼骨图+PFMEA”组合工具,问题就一层层剥开了:为什么咸度超标?→在线盐度传感器读数偏高;为什么读数偏高?→校准记录显示已超期72小时;为什么超期?→校准任务未纳入MES预防性维护工单;为什么没纳入?→该传感器在系统中仍被标记为“非关键仪表”……最后发现,是当初设备建档时,技术参数填漏了一行小字。一个咸度偏差,最终倒逼出整套仪表分级管理规则的升级。这种分析不靠拍脑袋,背后支撑的,正是新乡市高服机械提供的数字化服务底座:MES系统集成确保每个传感器、每台失重秤、每套CIP清洗单元的数据实时入网;AI能效管理模型在后台默默比对不同校准周期下的计量漂移曲线;远程运维平台甚至能调取某台微量喂料系统的振动频谱,提前11天预警轴承微磨损——品质问题还没发生,系统已经在写整改建议草稿了。
当然,闭环管理的终点,从来不是“回到原来那样”,而是“比原来更好一点”。所以不少走在前面的中央厨房,已经悄悄建起了自己的品质创新实验室。这里不只做常规检测,而是在和时间赛跑:用加速货架期试验,预判新包装下青椒肉丝保质期还能不能再延7天;组织厨师、营养师、外卖骑手三方盲测低钠酱油,不是问“好不好”,而是看谁先尝出鲜味断层;甚至把蒸煮段的燃气锅炉换成电磁直热模块,只为验证维生素B1保留率能否从82%提到89%——这些动作看似微小,但背后全是扎实的工艺数据库、可复现的实验SOP,以及一套能把实验室数据反向喂给供料系统的通道。比如新乡市高服机械的智能粉仓,就预留了营养成分动态补偿接口:当实验室确认某批次小麦粉维生素E含量偏低,系统会自动微调后续配料中的强化剂添加量,误差控制在±0.8%以内。品质优良不是终点站,而是一个个数据点连成的上升曲线——你踩的每一步,都有记录;你改的每一处,都有回响。