

咱们聊全自动供粉系统,先别急着看参数表或翻报价单——它不是个“通电就转”的黑盒子,而是一套有逻辑、讲配合、懂分寸的粉末管家。简单说,它的日常就是:守得住料,送得准量,停得及时,还从不扬尘、不卡壳、不糊弄人。
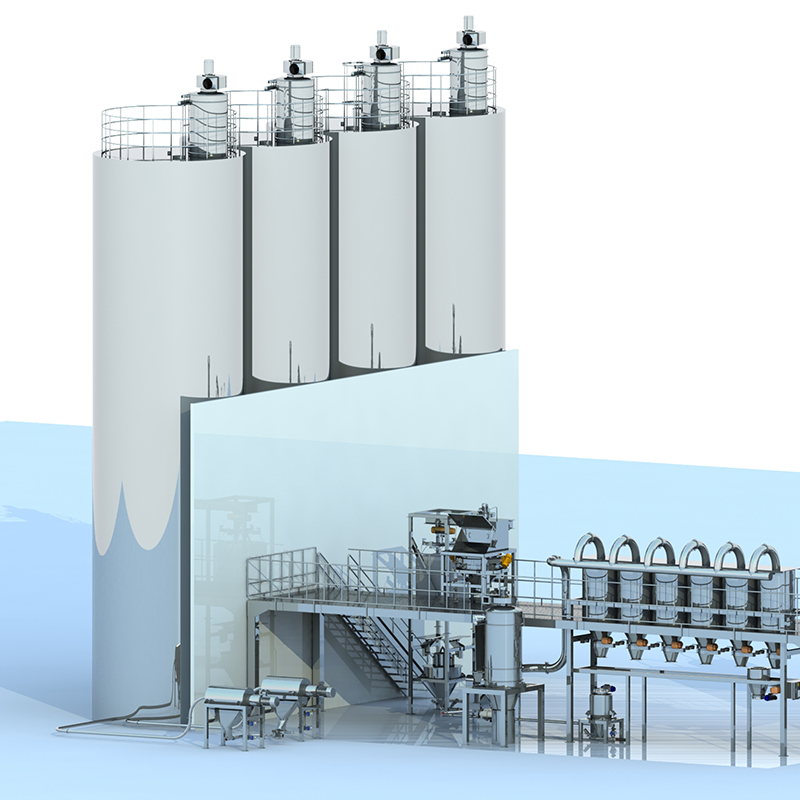
整个流程其实像一条安静又高效的“粉体流水线”:粉末安安稳稳躺在智能粉仓里(不是普通铁皮罐,是带料位监测、防拱破桥、温湿度联动的聪明料仓);需要时,真空泵一启动,气流在文丘里射流器里加速加压,形成一股“温柔但坚定”的吸力,把粉裹进气流里;接着穿过滤芯单元——这里不是简单拦灰,而是边输送边分离,粉落进下游设备,气体则经过反吹清洁后循环再用;最后所有节奏、压力、流量、启停,全由智能控制柜盯着,连哪根管道该喘口气、哪个滤芯快“累了”,它都心里有数。
这个闭环,表面看是气、粉、电在跑,背后其实是物料特性、流体力学和工业控制三股劲儿拧成的一股绳。少一个环节,粉就可能堆在弯头里打盹,或者喷出来跟操作工打招呼——而这,正是新乡市高服机械股份有限公司专注物料处理40年最常被问到的现场问题:“怎么让粉听话?”答案不在加大功率,而在理解粉、尊重粉、顺着粉的脾气来设计整套逻辑。
选型这事,真不是抄个参数表就能下单的。你跟销售说“我要一套全自动供粉系统”,就像去裁缝店讲“给我做件衣服”——不量肩宽、不问场合、不试面料,最后穿不上、绷不开、坐不下,怪谁?怪布料太倔?还是怪裁缝没天赋?其实啊,是压根儿没聊清楚“这粉,到底是个什么脾气”。
先说五大硬指标,一个都不能少:
输送量(kg/h)不是拍脑袋定的,得算满负荷生产节拍下,每分钟要喂多少粉进搅拌缸或涂装腔;输送距离和垂直高度更不能只看厂房平面图——弯头几个、爬升几米、有没有U型绕管?气流在里头拐三道弯,压损就不是线性增长,是指数级加戏;粉末堆积密度和粒径分布,直接决定它愿不愿意被气流“托起来”。比如轻飘飘的硅藻土(0.2g/cm³)和沉甸甸的镍合金粉(4.8g/cm³),用同一套真空泵,前者可能吹成雾,后者干脆卡在喉部打呼噜;洁净等级不是“越高级越好”,食品产线要ISO Class 8防微生物污染,而3D打印铺粉可能只要Class 7控金属微粒,但必须零油污;至于防爆,不是贴个ATEX标就算过关——铝粉和钛粉的最小点火能才毫焦级,系统得从电机、接线盒、滤芯材质到接地电阻,全链条重新过筛。
再说粉的“性格分类学”:
金属粉像高冷学霸,导电、易燃、还爱抱团,得配防静电管道+氮气保护+双级旋风预分离;热固性树脂粉像刚毕业的实习生,受热就交联结块,系统必须全程控温,连气源都要经干燥冷干机“冷静一下”;医药微粉(D90<10μm)则像故宫里的文物,怕震、怕湿、怕交叉污染,得上CIP原位清洗+无菌级密封+失重秤动态校准,称得比药剂师还准;至于静电敏感型超细粉?它不光会粘管壁,还能让滤芯提前“心梗”——这时候,普通反吹不管用,得上脉冲宽度可调+压差反馈闭环的智能清灰模块,让它喘得有节奏、咳得有分寸。
最后,工况避坑不是事后救火,是事前画红线:
湿度大的南方车间,面粉或乳清粉三天不跑系统,料仓底下就结出“粉饼”,得加装流化气垫+定时破拱振动;高流动性粉(比如喷雾干燥奶粉)倒进混合机前容易分层,光靠重力下料不行,得在末端加微量喂料系统“掐着秒喂”;还有客户提“我要回收尾粉”,听着合理,但没人告诉你:回收路径一加,系统压损翻倍、滤芯寿命掉一半——这时候,与其硬扛,不如集成滤芯寿命预测模块:它不光看压差,还结合运行时长、粉体载荷、反吹频次建模,提前3天发微信提醒“该换芯了”,顺手把旧芯残留粉自动刮进回收桶。
这些细节,新乡市高服机械股份有限公司的工程师在河南新乡的调试现场掰开揉碎讲过上百遍。他们不卖“标准机”,只做“你的粉的专属方案”——因为粉没标准,只有适配。原料处理全流程解决方案里,自动供料系统、供粉系统、气力输送系统、计量称重系统、配料系统、小料配料系统、供水系统、供油系统、流体输送系统、中央厨房供粉系统、输送粉系统、上投料系统……每个环节都得知道这粉怕什么、爱什么、什么时候该哄、什么时候该拦。粉体处理靠吨袋拆包机、气力输送系统、智能粉仓打底;计量靠失重秤、微量喂料系统、动态校准技术兜底;安全环保靠防爆设计、CIP清洗、粉尘防爆系统守门;数字化服务再往上托一层:MES系统集成、AI能效管理、远程运维平台——不是为了炫技,是让产线真正“看得见粉、管得住粉、信得过粉”。
全自动供粉系统,早就不只是“把粉从A点吹到B点”这么直男式操作了。十年前它还在努力不堵管、不漏粉、不罢工;五年前它开始记笔记:哪天滤芯喘得重、哪段弯头压损高、哪个秤零点漂了半克;现在?它已经学会自己翻日记、找规律、提建议——甚至在你还没发现异常前,就悄悄把清洗指令发给了PLC,顺手在手机上弹了条消息:“3号料线滤芯剩余寿命约42小时,建议排产间隙更换。”
3.1 从“自动化”到“自适应”,不是加几个传感器就算升级,而是让整套系统长出神经末梢和小脑。IoT传感器不再是贴在管道上的装饰品,而是分布在气源压力点、文丘里喉部流速区、滤芯前后压差位、失重秤振动基座的“触觉细胞”。它们每秒传回的数据,喂给数字孪生模型——这个虚拟系统不是动画演示PPT,而是实时镜像真实产线的呼吸节奏:气流怎么拐弯、粉粒怎么排队、滤芯纤维怎么一点点被糊住……AI异常预警模块就蹲在这个模型里当值日生,一旦供粉波动超过±1.5%,它不光标红报警,还能倒查三步:是上游吨袋拆包机抖料不均?还是气源干燥机露点飘移了0.8℃?抑或昨天那批钛粉含水率比标准高0.03%?连“为什么堵”都给你写成小作文,附带修复建议——比如“请将反吹周期从30秒缩短至22秒,并启用氮气辅助清灰”。
3.2 真正的硬核,藏在落地现场。
汽车粉末涂装线要求节拍≤60秒/件,表面看是喷枪的事,实则全靠供粉系统稳如老狗。新乡高服给某德系车企做的方案里,智能粉仓带温湿度闭环控制,失重秤动态校准频次提到每15分钟一次,再叠一个AI流量补偿算法——当输送管因环境温度变化导致气密性微变时,系统自动微调真空泵转速,把粉量误差锁死在±0.8%以内,确保每台车壳子上的涂层厚度纹丝不动。
再看3D打印金属铺粉系统,铺的是钛合金粉,精度卡在±25μm——相当于头发丝直径的三分之一。这里没有“差不多”,只有“差一微米就报废”。高服用双级气力分级+伺服调节文丘里负压,配合激光位移传感器在线扫描铺粉层形貌,数据直通上位机。铺完一层,系统自动比对理论轮廓与实测曲线,偏差超限即触发局部补粉指令,整个过程无人干预,但比老师傅盯得还细。
制药胶囊填充前处理更绝:cGMP不是墙上挂的证书,是刻进系统的基因。整套供粉路径无死角圆角设计、所有焊缝内壁抛光Ra≤0.4μm、CIP清洗程序自带清洗液流速-温度-电导率三维验证逻辑,连清洗后的残留检测,都用在线TOC分析仪实时报数。粉没进填充机,合规数据已同步上传MES——药监飞检来之前,电子档案早就自动生成好了。
3.3 未来接口,不拼谁连得快,而比谁连得“懂行”。
MES对接不是拖个OPC UA协议就交差,而是供粉系统主动把“粉”的维度塞进制造主数据:某批次镍粉从拆包、输送、计量、投料到尾粉回收,全程时间戳、重量流、设备状态、环境参数全部打标归档,扫个码就能调出这袋粉这辈子干过啥;SCADA集成也不止于显示压力曲线,而是把气力输送系统的瞬时能效(kWh/kg)拆解成风机效率、管道摩擦损耗、分离器功耗三块,再用AI能效管理模型告诉班组长:“今天第3班次,把输送风速降2.3%,省电8.7%且不影响铺粉质量”;至于碳足迹采集?系统早把气源压缩机功率、氮气保护用量、CIP清洗水耗、废滤芯重量等字段预留好API出口,只等企业ESG平台伸手来接——粉还是那袋粉,但它的“人生履历”,已经能算出碳账本了。
新乡市高服机械股份有限公司专注物料处理40年,不是守着图纸过日子,而是跟着产线一起进化。他们提供的不只是糕点供料系统、饼干供粉系统、馍干输粉配料系统、调味品配料系统这些行业标签,更是让每一套系统长出感知、判断和学习能力的底层逻辑。粉体处理有吨袋拆包机、气力输送系统、智能粉仓托底;计量靠失重秤、微量喂料系统、动态校准技术兜底;安全环保用防爆设计、CIP清洗、粉尘防爆系统守门;数字化服务再往上托一层:MES系统集成、AI能效管理、远程运维平台——不是为了凑满科技感词汇表,而是让粉,在智能制造的棋盘上,每一步都落得稳、算得清、说得明。