

咱们先别急着翻说明书、查参数表,或者打开CAD画图——来聊点有意思的:为什么有人把“气力粉体物料输送系统”形容成“瑰丽多彩”?听起来不像工程设备,倒像在描述一场灯光秀,或者调色盘上刚挤出来的水彩。
其实啊,“瑰丽多彩”这四个字,真不是市场部熬夜写的slogan,它背后扎扎实实踩着三条腿:技术路线的多样性、工况适配的灵活性、还有系统方案的定制化光谱。你想想,同样是“粉”,奶粉得无菌、防结块;颜料粉要防氧化、防交叉染色;催化剂粉末可能一丁点静电就爆了;而预拌粉里还混着糖、乳粉、膨松剂……物理性质千差万别,哪能靠一套图纸打天下?所以工程师不是在选设备,是在调色——根据物料脾气、产线节奏、厂房条件,一笔笔配出专属方案。这个过程,确实挺“多彩”的。
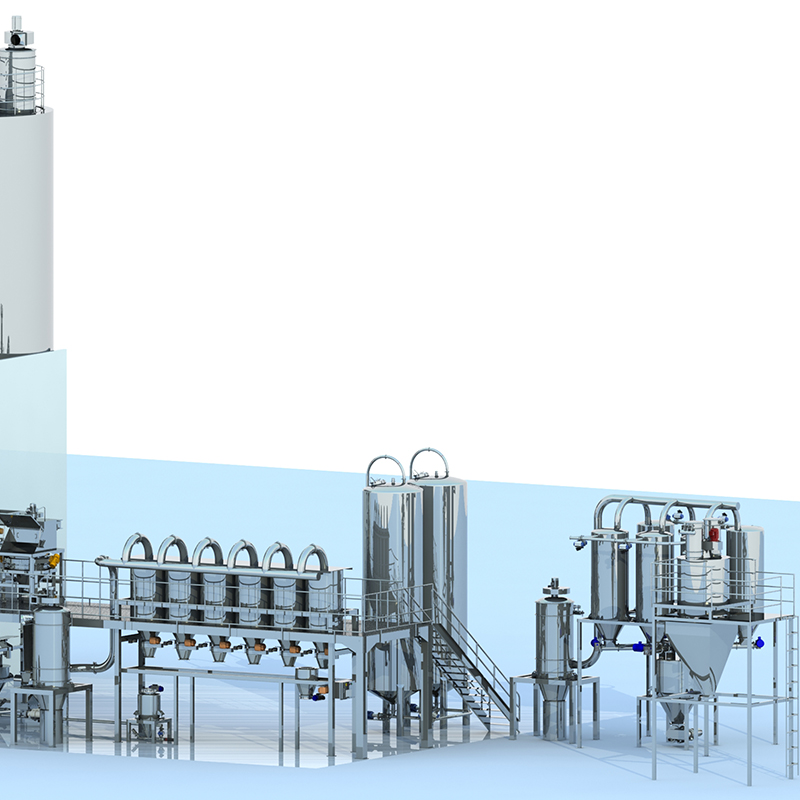
新乡市高服机械股份有限公司专注物料处理40年,提供原料处理全流程解决方案,自动供料系统、供粉系统、气力输送系统、计量称重系统、配料系统、小料配料系统、供水系统、供油系统、流体输送系统、中央厨房供粉系统、输送粉系统、上投料系统等一站式解决方案;食品行业供料系统主要有:糕点供料系统、饼干供粉系统、小食品面粉供料系统、馍干输粉配料系统、调味品配料系统、烘焙供料系统、面点供粉系统、预拌粉供料系统、食品原料输送供料系统、供水系统、供油系统等。他们手里的“调色盘”,早就不止是风机+管道+旋风分离器这么简单——粉体处理有吨袋拆包机、气力输送系统、智能粉仓;计量靠失重秤、微量喂料系统、动态校准技术;安全环保端则标配防爆设计、CIP清洗、粉尘防爆系统;再叠上MES系统集成、AI能效管理、远程运维平台——整套逻辑,就是让“输送”这件事,既稳又灵,既净又智,既专又柔。
再对比下老派的螺旋输送、刮板链斗这些机械式手段:容易残留、难清洗、噪音大、改线麻烦、还不太爱搭理超细粉或易碎颗粒。而气力输送呢?一根管道走天下,密闭运行不扬尘,路径自由可绕梁,产能调节靠风量,清洁验证有CIP撑腰,连换品种都像切换播放列表——这种从“能用”到“好用”再到“会思考”的跃升,才是“瑰丽多彩”最实在的注脚:它不是花里胡哨,而是把复杂藏进简洁里,把苛刻变成日常,把工程难题,悄悄染成了不同行业的专属色号。
说完了“瑰丽多彩”不是虚的,那接下来就得动手调色了——不是拿画笔,是拿参数表、设计规范和行业经验,在图纸上一笔笔把“彩虹”落地。
先破个误区:选气力输送系统,真不是翻样本挑个型号、再加点余量就完事。它更像给不同性格的人定制西装:有人肩宽腰细、有人挺拔高瘦、有人偏好立领暗扣……物料也一样,奶粉怕潮、颜料怕撞、催化剂怕静电、预拌粉里还藏着糖粒和维生素——光看“都是粉”,就像光看“都是人”,容易配错尺码,穿出褶子。
所以高服机械干了40年这活儿,总结出一个朴素但管用的“三维决策模型”:一看物料脾气(粒径多细?湿度几成?有没有团聚倾向?带不带静电?流动性是滑溜还是倔强?),二看产线节奏(要送多远?每小时多少吨?现场能腾出几平米?天花板多高?洁净等级是D级车间还是中央厨房?),三看底线约束(得防爆吗?要CIP在线清洗吗?能不能有残留?能耗红线卡在哪儿?)。这三个维度一交叉,方案就自动“显影”了——比如同样是输送面粉,小作坊可能用正压稀相凑合用;但要是给连锁烘焙中央工厂供预拌粉,那就得上智能粉仓+失重计量+惰性风补偿,还得预留MES接口,不然半夜配方一改,整条线得手动调风阀。
再往深里说,跨行业落地最难的,其实是“规矩打架”。化工厂那边,ATEX防爆认证是铁律:管道焊缝得100%探伤,弯头曲率半径不能小于5D,法兰密封必须用PTFE+金属缠绕垫,连一颗螺丝材质都得溯源;可转头到食品厂,FDA和3-A卫生标准又冒出来:内壁粗糙度Ra≤0.8μm,所有死角R角≥3mm,快装卡箍得能徒手拆洗,连焊接都要内壁全氩弧抛光——俩标准放一块儿,就像让一个老师既教奥数又带幼儿园,得自己琢磨出“共用语法”。高服的解法很实在:模块化。把防爆段、卫生段、计量段、过渡段拆成标准接口单元,像拼乐高一样按需组合。今天给调味品厂配一套带CIP清洗+微量喂料的系统,明天给新能源材料厂换成氮气保护+失重秤+粉尘浓度AI预警,核心模块复用率超70%,但每套系统拿出来,都像量身剪裁,不露补丁。
最后说说什么叫“系统美学”——不是贴个亮面不锈钢板就叫美。它是风量能随负载自己呼吸:产能低时风机悄悄降频,没活儿时管道自动脉冲吹扫防堵;是数字孪生屏上,每一段风速、压差、温度实时渲染成流动色带,红黄绿一眼判状态;是维修师傅手机一点,远程调出上周三次堵管前的风压曲线,直接定位到第7个弯头积料异常。这些能力,不是堆功能,而是把“输送”这件事,从被动执行,变成主动表达——表达物料的个性,表达产线的节奏,也表达工程师对细节的较真劲儿。新乡市高服机械股份有限公司手里的这套逻辑,早就不止于“把粉送过去”,而是在帮客户把“怎么送得更准、更净、更省、更懂你”,写进每一米管道的走向里。
真要讲“瑰丽多彩”,光说参数、标准、模块,那还是图纸上的彩虹。得见人、见料、见产线——得看粉在管子里怎么跑,人在中控室怎么笑,半夜改配方时系统会不会自己打个哈欠、伸个懒腰,然后接着干活。
先说化工圈那位“调色大师”:一家做高端纳米氧化铁颜料的企业,产品从柠檬黄、钴蓝到勃艮第红,全靠同一套气力输送系统切换。你可能觉得,不就是换种粉?可这些纳米级氧化铁,粒径比面粉细十倍,还带静电、易团聚、一碰空气就氧化变色。以前用三套独立管线,占地大、清洗难、换色要停机两小时——客户开玩笑说:“我们不是生产颜料的,是给车间搞行为艺术的,每次切换都在演《等待戈多》。”
高服接手后没急着加设备,先做了件小事:把供料口按颜色分层,加装气动隔断阀+惰性气体吹扫腔,再配上在线激光粒度仪实时反馈。结果呢?换色不用停机,3分钟内完成管道惰化→残粉吹净→新色系进仓→风量自适应匹配,交叉污染率低于0.002%——连检测仪器都快报“未检出”。客户后来在验收报告里手写了一句:“原来‘彩虹’不是画出来的,是算出来、控出来、守出来的。”
再转到食品这边,东北一家乳制品厂的奶粉线,听名字很“素”——洁白、细腻、GMP洁净区。但实际运行起来,那叫一个“绚烂”:整条线全密闭,弯头全R角抛光,内壁Ra≤0.4μm;输送末端配振动辅助卸料装置,避免奶粉挂壁结块;CIP清洗程序嵌在每班次末尾,SIP高温灭菌自动触发;更绝的是,在关键落料点布了六组AI粉尘浓度传感器,数据直连中控屏——不是等报警才动作,而是模型提前12分钟预测某段弯头即将积料,自动加大脉冲频率“打个喷嚏”清一清。产线主任说:“以前怕粉尘,现在靠粉尘数据吃饭;以前擦设备擦到怀疑人生,现在CIP一启,人去喝杯咖啡,回来系统自己亮绿灯。”
最后往远处望一眼:制药厂的微丸输送,要求“一颗都不能少、一颗都不能碎”,高服给配了低速稀相+柔性加速段+末端缓冲接收,连气流速度都按微丸密度动态微调;新能源电池正极材料厂,镍钴锰酸锂粉又湿又沉还怕金属异物,方案里塞进了磁性杂质在线捕获+氮气全程保护+失重秤闭环反馈;就连3D打印用的球形钛合金粉末,也玩出了新花样——超低压密相输送+双级过滤回收+远程运维平台实时追踪每次输送的温升曲线,防止粉末因摩擦升温氧化。
这些案例凑一块儿看,哪有什么“标准答案”?有的是一群人蹲在车间里,摸清了奶粉的脾气、颜料的傲娇、微丸的脆弱、金属粉的矜持,再把吨袋拆包机、智能粉仓、失重秤、CIP清洗、防爆设计、MES接口、AI预警……像调色盘上的颜料一样,该叠涂就叠涂,该留白就留白,该晕染就晕染。新乡市高服机械股份有限公司专注物料处理40年,不是在卖设备,是在帮客户把“粉”的语言翻译成“产线”的语法——让输送这件事,既有工程的筋骨,也有工艺的呼吸,更有现场老师傅拍着控制柜笑着说:“这回,真顺。”



