

自动供料系统为何“瑰丽多彩”?——技术多样性与形态创新解析
说自动供料系统“瑰丽多彩”,真不是为了凑个文艺标题。你要是蹲在产线边盯上半天,会发现它压根不像教科书里画的那张千篇一律的示意图:有的像精密钟表匠,轻轻一抖就让成千上万个微小弹簧排着队往前走;有的则像物流分拣中心,AGV驮着料盘穿行如风,机械手一抓一放干脆利落;还有些干脆藏在食品车间里,白墙不锈钢、无尘无粉、连气流走向都算得明明白白——看着安静,实则每秒都在做几十次动态决策。这“彩”,是技术路线的不重样,是结构逻辑的不将就,更是对行业脾性的拿捏到位。
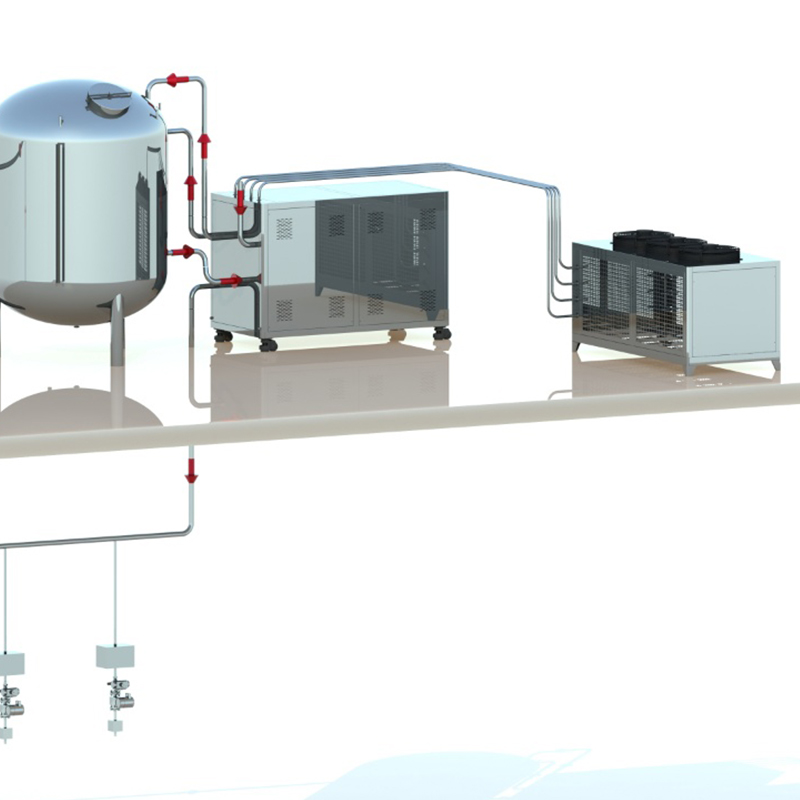
“瑰丽多彩”的底层,其实是“不硬套”。比如电子厂要供0.3毫米的微型连接器,靠振动盘加视觉识别+微调轨道,连零件翻个身都要算好角度和摩擦系数;而汽车焊装线上,几百公斤的侧围总成往机器人怀里送,那就得上重型伺服定位台+激光引导+多重安全互锁,力气大还得稳得住;再看食品厂,供粉系统得防爆、防潮、易清洗,输送管道内壁光洁度比厨房锅底还讲究,CIP清洗程序一启动,水、气、液全按节奏走,不漏一滴、不沾一粉。这些差异不是“换个外壳”就能解决的,而是从粉体处理、计量精度、安全防护到数字化接口,整条链路都得重新织一遍。
新乡市高服机械股份有限公司专注物料处理40年,提供原料处理全流程解决方案,自动供料系统正是他们手里最常打磨的一块“调色板”。他们不做“万能模板”,而是把吨袋拆包机、气力输送系统、智能粉仓这些基础模块当颜料,用失重秤和微量喂料系统调准“饱和度”,再以防爆设计、CIP清洗、粉尘防爆系统打底固色——最后端出来的,可能是糕点车间里一套会呼吸的烘焙供料系统,也可能是中央厨房里能同时调度五种预拌粉的流体+粉体混合供料中枢。技术不炫技,但每一笔都落在实处;形态不花哨,但每一种都经得起产线日复一日的“打卡考勤”。
自动供料系统工作原理及应用场景:从底层逻辑到“多彩落地”的实践图谱
别被“自动”俩字骗了——它真不是按个按钮就哗啦啦自己干活的魔法盒子。自动供料系统的底层逻辑,其实是一套严丝合缝的“产线礼仪规范”:先让杂乱无章的物料学会排队(定向排序),再帮它们站直坐正、面朝正确方向(姿态矫正),接着精准卡点送到机器人或设备嘴边(精准定位),最后稳稳接进下一道工序的节奏里(节拍对接),顺手还把这一轮干得咋样记下来,反馈给上头调整下一轮(数据反馈闭环)。这五步走下来,不靠玄学,靠的是振动频率的毫米级拿捏、视觉算法的毫秒级判断、伺服电机的微米级响应,还有整条链路之间像老朋友聊天一样自然的通信默契。
这套逻辑一旦落地,立马“染”出不同色彩。SMT贴片车间里,它得在0.3秒内把几万个0201封装电阻排成一条直线,翻面、校正、送入贴片头,错一个都可能让整块PCB报废——这时候的“彩”,是高速与零容错的冷峻蓝;锂电池极片上料现场,它得一边防静电(表面电阻控制在10⁶–10⁹Ω之间)、一边兼容叠片工艺中极片堆叠时那点微妙的厚度浮动,连托盘升降的加速度都要柔到像托起一张纸——这里的“彩”,是静音、柔和又带点神经质谨慎的哑光灰;到了医疗耗材装配线,它不光要供料,还得全程记录每个针管、每段导管的批次号、温湿度环境、操作人员ID,甚至清洗灭菌参数——这已经不是供料,是端着电子履历本上岗的“白大褂式供料”,它的“彩”,是洁净室灯光下的纯白+可追溯链条里的数字青。
而真正让这套系统越来越“多彩”的,是它开始学会自己调色了。AI自适应调参,意味着今天换一批粒径略粗的奶粉粉,系统不用停机半天改参数,自己试跑三轮就找到最优振动幅度和气流速度;数字孪生虚拟调试,等于在电脑里先把整条供料线“预演”十遍,哪段轨道容易堵、哪个传感器视角有盲区,提前修好,现场只负责拧螺丝;模块化快换组件更实在——上午供面粉做馒头,下午换成糯米粉做汤圆?换套快拆接口+调个配方,两小时搞定,连地脚螺栓都不用动。这些能力不是锦上添花,而是让“瑰丽多彩”从静态设计变成动态生长。新乡市高服机械股份有限公司在这条路上走了40年,他们的食品行业供料系统,比如馍干输粉配料系统或调味品配料系统,早就不满足于“能用”,而是做到“一换一配一清”:换品种不拆管、配比例不动秤、清管线不拆仓——背后是失重秤的动态校准技术打底,是CIP清洗程序与供粉节奏的深度咬合,更是MES系统集成后,让每袋面粉从入库、破袋、输送、计量、混合到清洗,全程可查、可溯、可优。系统不说话,但干的活,句句都在应答产线的真实需求。
如何选型一套真正“瑰丽多彩”的自动供料系统?——兼顾性能、柔性与可持续演进的决策框架
选自动供料系统,不是挑口红——色号多不等于适合你。有人冲着参数表上“最高120件/分钟”下单,结果产线换了个小规格零件,系统直接卡壳;有人图便宜买了套“全功能标配”,结果90%的模块压根用不上,维护时连说明书都得找翻译;还有人信了“一次投入、十年无忧”的宣传,三年后想接MES,发现PLC连OPC UA协议都不认……这些都不是系统不够“彩”,是选型时没看清它到底能调出什么色、能不能跟着你一起变色。
所以,真正靠谱的选型,得用四把尺子一起量:第一把叫“物料适配性”——面粉结块不?金属屑带静电不?软糖黏不黏输送带?吨袋拆包机要不要配破袋刀+负压吸尘?气力输送走稀相还是密相?这一步错了,后面全是补丁;第二把是“节拍兼容弹性”,别光看标称最大值,要看它在70%~110%节拍波动下稳不稳定,比如今天订单急,提速15%,明天换小批量多批次,频繁启停,系统扛不扛得住;第三把是“智能扩展潜力”,失重秤有没有预留AI校准接口?视觉模块能不能后期加装3D识别?电控柜里是否留了IO余量和通信网关位置?这些细节,决定了三年后你想加个远程运维平台,是点几下鼠标,还是推倒重来;最后一把最实在——“全生命周期TCO”,它不只算买价,更得把换型时间(比如从饼干粉切到预拌粉要停机几小时)、日常清仓耗时、滤芯更换频率、甚至维修工程师上门是否得跨省调度,全折算成钱和停产损失。新乡市高服机械股份有限公司的客户常反馈:“他们做方案时不急着报总价,先蹲产线两天,看我们怎么拆袋、怎么扫码、怎么处理残粉——因为知道,省下的每五分钟换型时间,比便宜三万块更值。”
再来看品牌这盘“调色盘”。日本CKD像位老裁缝,针脚细、布料挺,SMT或精密电子行业用着安心,但改个尺寸、调个逻辑,周期长、成本高,属于“经典藏青”,耐看但难混搭;德国SCHUNK则像模块化乐高,关节多、接口标准,重型焊装线上拆卸一个夹具模块,换上新工装,半天就能跑起来,适合产线迭代快、工艺常变的客户,是那种“工业灰+可拆卸亮银边”的理性美;而国产新锐如拓斯达、金橙子,以及像新乡市高服这样扎在细分场景里磨了四十年的厂商,则更像调色师本人——不主打全球通用色卡,但专攻食品行业的“面点供粉系统”“中央厨房供粉系统”,面粉不结拱、管道不挂壁、CIP清洗一键启动;做调味品配料,微量香精能喂到±0.1g精度,还带防爆+粉尘抑制双保险;背后是失重秤的动态校准技术、智能粉仓的流化均压设计、以及供水/供油系统与粉体输送的节拍咬合逻辑——他们的“色阶”,不是靠堆参数,而是靠懂面粉怎么呼吸、香精怎么不挥发、产线师傅早上几点最想喝口热水。
最后提醒一句:警惕“伪多彩”。有些方案看着五彩斑斓——配了视觉、加了AGV、上了数字孪生、还送三年云服务……结果现场一跑,振动盘和机械手通讯靠继电器硬接,数据得人工抄表导出;换一种小料,得请原厂工程师带笔记本现场刷固件;更别说操作屏上全是英文缩写,老师傅得拿放大镜查手册。这种“彩”,是PPT里的渐变色,一照现实灯光就发灰。真正的“瑰丽多彩”,是系统自己会呼吸、能生长、愿配合——它不抢风头,但每次产线升级,它都在 quietly ready(安静待命)。