

什么是“中央供料量大从优”?——概念解析与行业底层逻辑
先别急着查字典,“中央供料量大从优”不是促销标语,也不是销售话术里的“买得多送得多”。它背后其实藏着工厂越跑越顺、越干越省的底层逻辑。简单说,就是当产线规模上去了,供料系统不能靠“堆机器”硬扛,而得像交响乐团指挥一样,让流量、稳定、响应、能耗这些参数彼此咬合、动态让步,最终达成一个整体最优的状态——量要够大,但大不是目的;优才是结果,而且是系统性的优。
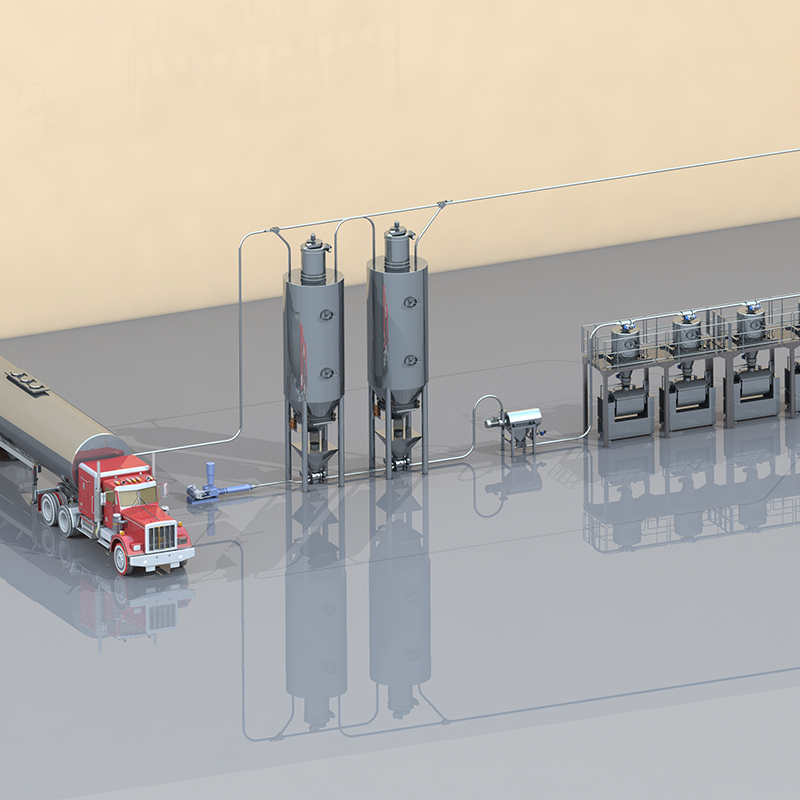
很多人一听“量大”,第一反应是“那是不是只要泵够猛、管够粗、电机够大就行?”错。真这么干,轻则三天两头堵料报警,重则刚投产半年,维修工比操作工还忙。新乡市高服机械股份有限公司专注物料处理40年,见过太多客户早期图快上马“高流量”系统,结果发现失重秤漂了、气力输送压损超标、CIP清洗根本进不去弯头……最后回头补课,成本翻倍。他们提供的原料处理全流程解决方案,比如自动供料系统、气力输送系统、计量称重系统、配料系统等,从来不是单点拼凑,而是从吨袋拆包机开始,到智能粉仓收尾,全程按“连续、精准、可靠、可追溯”的节奏来设计。换句话说,“量大从优”里的“优”,是粉体处理稳不稳、计量准不准、安全环保能不能闭环、数字化服务跟不跟得上产线节奏的综合打分。
再来看为什么传统单机供料在大厂面前越来越吃力。一条日产3万件白色家电外壳的产线,如果每台注塑机配一套独立吸料机+储料桶,光是换料、清管、校秤、防错检查,每天就得浪费2.5小时——这还没算人工巡检和粉尘清理。而换成“中央供料量大从优”的思路,用一套母站+分区输送网络,配合动态校准技术和远程运维平台,不仅MTBF轻松突破8000小时,连响应延迟都能压到0.8秒以内。这不是炫技,是把时间、人力、原料损耗、停机风险这些看不见的成本,全变成可计算、可优化的数字。供料能力(kg/h)只是入场券,连续运行稳定性、能耗比(kWh/ton)、甚至清洗便利性(比如CIP是否覆盖全管路),才是真正决定“优不优”的裁判员。
哪些行业真正需要并已实现“中央供料量大从优”?——典型应用案例与量化成效验证
不是所有工厂都适合上“中央供料量大从优”,但一旦用对了地方,它就像给产线装上了自动挡+自适应巡航——不用猛踩油门,也能稳稳跑出高效率。真正把这套逻辑吃透、用活的,往往是那些产线规模大、换型频率高、原料种类杂、品控要求严的行业。下面这几个案例,不是PPT里的理想模型,而是客户车间里实打实跑出来的数据,连维修班长都主动拉着工程师说:“这回没白停机三天改管线。”
先看汽车零部件注塑集群。某头部Tier1厂商在郑州基地建了一条22台注塑机的柔性产线,要同时支撑保险杠、门板、仪表台骨架等6类部件,还得兼容6种色母共混配比。以前每台机器配独立吸料机,光是换色就得停机清管、校秤、试打样,平均每次47分钟。上了新乡市高服机械股份有限公司定制的中央供料系统后,整套系统峰值供料能力拉到48吨/小时,采用多支路变频分压+智能粉仓缓冲策略,换料响应快到几乎感觉不到停顿——换型停机时间直接砍掉92%,原料损耗率从行业常见的1.2%压到0.35%。更关键的是,他们把失重秤和动态校准技术嵌进每条支路,哪怕连续72小时满负荷运转,计量波动始终控制在±0.15%以内。这不是“能用”,是“敢放心交给夜班工人用”。
再看白色家电这条“巨龙”。双基地联动式中央供料网络听起来像基建项目,其实就干一件事:让3.2万件/天的空调外壳、洗衣机面板,在不同产线、不同颜色、不同批次之间,做到“看起来像同一批做出来的”。某国内龙头企业的佛山+合肥双基地,用一套跨厂区MES集成的中央供料系统打通了原料调度——总供料能力超65吨/小时,管路覆盖17个注塑工位、9个喷涂前处理站。系统不光送得快,还送得“准”:通过VMI原料直送闭环,吨袋拆包机自动识别批次号,气力输送过程实时监测流速与压损,连色差都能追溯到上游色母供应商的某一批次。现在他们内部叫它“色差归一化系统”,意思是:不管哪条线出的壳体,放一起拍照,质检员肉眼看不出区别。
最后是医用高分子耗材这类“不能错一粒”的GMP车间。洁净度ISO 8级(也就是十万级),温湿度恒定,人员进出要风淋,连空气里的微粒数都要按分钟记录——在这种地方搞中央供料?很多人第一反应是“怕污染”。但恰恰是这种环境,最需要“量大从优”来规避风险。某一次性输液器接头制造商,在15吨/小时稳定供料前提下,把整套系统做成全不锈钢密封结构,弯头全部圆弧过渡,CIP清洗程序覆盖从吨袋拆包到挤出机入口的全路径,清洗后微生物残留检测连续36批次为零。更绝的是批次追溯——系统不仅能记到“某日某时某批PP粒子”,还能关联到该批次粒子在输送过程中的单包粒径分布曲线,因为他们在关键节点加装了在线激光粒度监测模块。这不是过度设计,是药监飞检前,质量总监唯一敢签字放行的供料方案。
这些案例背后,藏着一个共同点:它们都没把“中央供料”当成搬运工,而是当成了产线的“神经中枢”。新乡市高服机械股份有限公司在这类项目里,从来不是只卖设备,而是带着粉体处理、计量、安全环保、数字化服务四条腿一起走——吨袋拆包机防爆设计起步,失重秤带动态校准上线,CIP清洗程序写进PLC底层逻辑,远程运维平台直接对接客户MES。所以“量大从优”不是算术题,是把原料从卸货口到模腔的每一秒、每一克、每一粒,都纳入可控节奏里的系统工程。
如何科学选型“中央供料量大从优”的系统?——面向大型工厂的参数标准与决策路径指南
选中央供料系统,不是买冰箱看容积、买空调看匹数那么简单。尤其对年产量动辄5万吨起步的工厂来说,“这台设备标称45t/h”和“这台真能连续72小时稳稳喂饱22台注塑机”,中间差的可能是一整条产线的开机率、三个人的夜班巡检工作量,还有每年多出来的87万公斤原料损耗。所以别急着比报价单上的数字,先翻翻《GB/T 37400.4-2019 塑料机械 中央供料系统技术条件》——这不是应付验收的纸面文件,而是帮你避开“看起来很美,用起来想砸机器”的第一道筛子。里面白纸黑字把供料能力分了级:Ⅰ级≥30t/h,Ⅱ级≥15t/h。但重点来了——它没说“只要标35t/h就自动算Ⅰ级”,而是同步绑定了管路设计压损阈值:≤18kPa/100m。什么意思?就是你哪怕吹得再猛,如果每百米管道掉压超过18kPa,气源就得加码、电机就得超配、能耗就悄悄翻倍。新乡市高服机械股份有限公司做大型项目时,图纸上每一段弯头、变径、分支口的压损都单独核算,最后汇总进整网模拟——不是为了炫技,是怕客户某天发现:怎么越到末端,吸料越慢,还老堵?
光看标准还不够,现实里最常踩的坑,叫“测试工况套娃”。有厂家拿干燥蓬松的PE颗粒,在室温25℃下跑出52t/h,宣传页印得锃亮;结果客户一上线,换成了含水率0.08%的玻纤增强PA66,又碰上南方梅雨季,系统直接进入“间歇性喘息模式”。更隐蔽的是“持续性注水”:标称45t/h,但满载运行4小时后流量掉到38t/h,8小时后掉到33t/h……而真正靠谱的验证,得拉出来遛满72小时——不关机、不调参、不换料,就让系统自己扛。另外,别忘了“多源并发”这个照妖镜:单一路供料45t/h不难,但当6条支路同时要料、其中3路还在切色母、2路在补微量助剂时,总供料衰减率有没有控制在5%以内?高服在双基地项目里,会提前做“压力扰动测试”:模拟某支路突然加量30%,看其他支路波动是否超出工艺容忍带——因为真实产线,从不按PPT节奏呼吸。
那到底该怎么选?别从设备开始,从你的厂房和计划开始。先问自己三个硬问题:第一,年产量是不是真≥5万吨?如果只是理论产能,实际开四班三运转都填不满,那Ⅰ级系统大概率是“大马拉小车”,光空压机待机能耗就能吃掉一半节能收益;第二,原料复杂度够不够“烧脑”?比如主料4种(PP/ABS/PC/TPU),辅料还得加8类(抗氧剂、润滑剂、色粉、偶联剂……),而且有些要微克级精度投料——这时候模块化分域供料比全厂一个母站更灵活:食品行业做预拌粉供料系统时,就把面粉、糖粉、乳清蛋白、维生素预混料分成四套独立气力回路,互不干扰,清洗也各自闭环;第三,空间给不给面子?层高够不够吊装垂直输送段?管廊净距留没留检修通道?有些工厂图纸上写着“可布置”,结果施工时发现桥架、消防管、空调风管全挤在头顶2米内,最后只能把原本设计的中央母站拆成三个区域子站,靠MES调度联动——听起来麻烦,但比投产半年后因无法检修被迫停产三天强得多。新乡市高服机械股份有限公司的工程师第一次踏勘,包里不带样本册,带的是激光测距仪、环境温湿度记录仪、还有一页手写的“产线节拍-原料切换频次-仓储位置”对照表。他们信奉一句大白话:系统不是建出来的,是“长”在工厂肌理里的。