

说到塑料制品的色泽均匀性,很多人第一反应是“调色师傅手艺好”或者“色母质量稳”,其实啊,后端注塑机再厉害,也架不住前端供料系统“偷偷捣乱”。就像做一锅红烧肉,酱油倒得忽多忽少、火候时大时小、肉块还被卡在锅边没翻匀——再好的配方也救不了那几块发白的肉。中央供料系统干的活儿,就是把原料从仓库到注塑机料斗这段路,走得又稳又准又干净,让每一粒粒子、每一克色母都按既定节奏、路径和状态抵达。
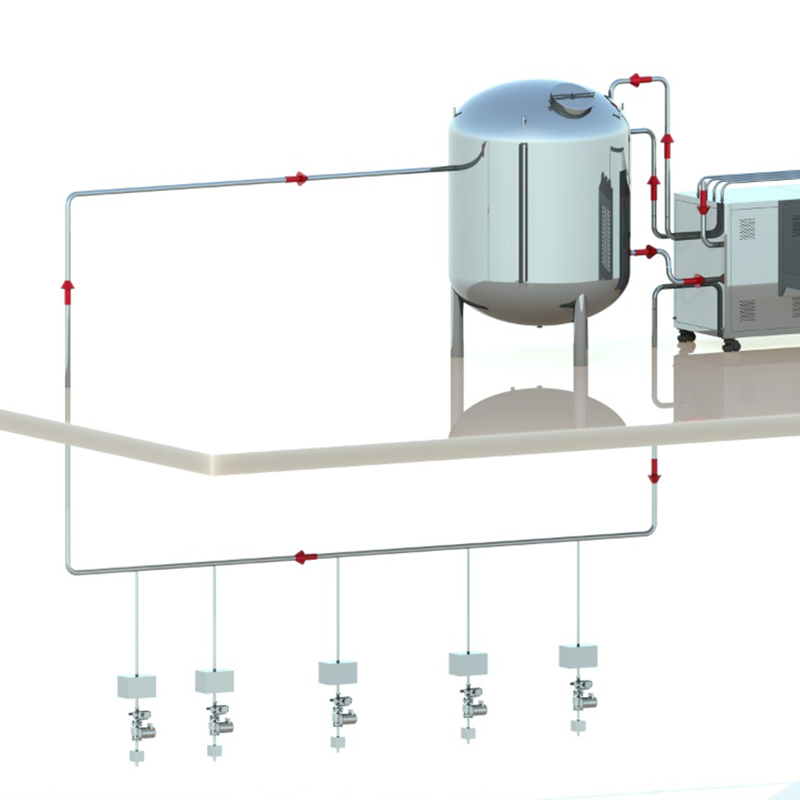
这里面第一个关键,就是原料输送路径的一致性。你别小看一根管道、几个弯头、一段水平段,它们可不是随便连起来就完事的。如果某条支路比别的长3米、弯头多两个、管径还略小一点,气流一跑,阻力就大,速度就慢,色母颗粒在里头“散步”时间变长,甚至局部堆积、沉降——结果就是进料斗的料,前半批深、后半批浅。新乡市高服机械股份有限公司专注物料处理40年,他们设计的气力输送系统,会根据每条支线的实际长度、高差、分支逻辑,动态匹配风速与补气点,确保哪怕最远那台注塑机,拿到的料和最近那台在组分分布上几乎没差别。这不是靠运气,是靠流体力学建模+现场实测校准。
更进一步说,光路径一致还不够,计量得准、配得稳才是压舱石。比如做汽车门板,常要混入0.8%的炭黑母粒+1.2%的钛白粉+微量抗UV助剂——三者比例差0.1%,整批件就可能偏灰或泛黄。高服的失重秤配合动态校准技术,能实时感知喂料过程中的微小波动,并在200毫秒内完成补偿;而他们的微量喂料系统,对低于0.05%的添加剂也能做到±0.3%以内的重复精度。这背后不是堆传感器,而是把称重、振动、气压、温度全链路耦合进控制模型,让“配比”这件事,从经验判断变成可复现的数字动作。
光润度这事儿,说白了就是塑料件表面那层“水光感”——摸起来滑,照镜子不糊,手机一拍自带柔焦滤镜。但很多人纳闷:注塑参数没变、模具抛光也没偷懒,怎么这批件就是不够亮?其实啊,问题可能早就在原料进注塑机之前就埋下了。光润度不是靠后期“擦”出来的,而是靠前端供料系统“养”出来的——它既不能让原料带脏,也不能让它受委屈,尤其不能冷热反复折腾。
先说洁净性。你以为输送管道里只要没大块杂质就万事大吉?错。真正拖后腿的,是那些肉眼难见的“小混混”:吨袋拆包时飘进的微量粉尘、金属软管磨损脱落的微米级铁屑、甚至上一批料残留的氧化降解物,在高温熔融时会变成“微观凸起源”。它们像撒在模具表面的细沙,虽然单个不到1微米,但成千上万个聚在一起,就把原本该平滑如镜的熔体表面,硬生生拉出漫反射的毛刺感。高服的智能粉仓配防爆设计+CIP清洗接口,气力输送系统用镜面不锈钢管+EPDM洁净密封,连弯头内壁都做到Ra≤0.4μm——不是为了好看,是为了让每一粒料滑过去时,都不刮蹭、不滞留、不氧化。更狠的是,他们在高光制品产线标配正压氮气吹扫工艺,相当于给整条管路套了个“无菌呼吸面罩”,隔绝氧气和湿气,从源头掐断降解链式反应。
再看温控协同。很多人以为中央供料只管“送”,温度是干燥机和注塑机的事。可现实是:原料在管道里跑着跑着,夏天车间35℃、冬天10℃,加上压缩空气升温又冷却,管壁结露、粒子吸湿、局部冷凝……这些看似微小的波动,到了模腔里就放大成填充不足、熔接线发白、表面流痕。特别是做医用透明导管或化妆品瓶盖这类高光件,0.5%的含水率偏差,就能让光泽度下降8~12GU(光泽单位)。高服的解决方案很实在:不是一味加保温层,而是把输送风温、环境温湿度、原料初始含水率全接入AI能效管理平台,动态调节补气温度与吹扫时长;供水系统和供油系统也同步联动,避免润滑脂挥发污染气路,或冷却水渗漏引发局部冷点。说白了,他们把供料系统当成了“温湿度敏感型物料的第一道恒温舱”。
所以你看,光润度从来不是模具单打独斗的结果,而是洁净管道、稳定温场、惰性氛围、精准计量四手联弹的协奏曲。少一个音符,高光就哑一半。
“色泽光润”这四个字,放在塑料行业里,不是形容词,是KPI——客户拿色卡比对、用光泽仪打分、甚至上灯箱拍特写。而真正让工厂老板半夜刷手机查生产报表的,往往不是“颜色偏了5个ΔE”,而是“同一批料,前100件亮得反光,后200件发雾发灰”。这时候你翻遍注塑参数、查完模具温度、连干燥机露点都盯了三遍……最后发现:问题出在供料系统没把“色泽”和“光润”当一对双胞胎来养,而是当成两个科室各自开药方。
3.1 色泽-光润双目标导向的智能供料参数模型
传统供料系统管“送到就行”,高服干的是“送得准、送得稳、送得干净还送得及时”。他们搞的不是单变量控制,而是把湿度、滞留时间、清洁状态全编进一个动态模型里。比如,当AI能效管理平台监测到环境湿度突破65%RH,系统不光自动提升干燥风温,还会同步缩短该批次原料在气力输送管路中的最大允许滞留时间——因为多停3分钟,吸湿风险就不是线性增长,是指数级起雾。再比如,微量喂料系统每完成500kg色母投加,失重秤的动态校准模块就会触发一次“清洗周期联动”:先氮气正压吹扫弯头,再启动CIP清洗程序冲掉附着在镜面不锈钢管壁上的颜料膜。这不是为了应付检查,是防止第501kg时,上一批残留的氧化色母被剪切活化,混进新料里,造成“渐变式偏色”。这套模型背后没玄学,全是40年物料处理经验+食品级洁净逻辑往工业塑料场景里的平移。
3.2 典型场景里的“翻车现场”与落地解法
汽车内饰件厂曾抱怨:同一台注塑机,上午做的门板光泽饱满,下午就泛白发朦。追溯发现,问题不在设备,而在供料系统用了普通碳钢软管接驳色母仓——夏天车间结露,水汽顺着管壁冷凝渗入,色母吸潮后分散性断崖下跌,熔体里飘着微米级“白点”,一上模腔就成漫反射源。高服换成EPDM密封+镜面不锈钢快装管路,再加一路独立氮气吹扫,问题当场清零。
医用透明导管厂更绝:客户拒收率一度高达18%,显微分析发现表面有规律性微凸起。最后锁定是吨袋拆包机滤芯寿命到期,细微纤维混入PP粒料,在230℃熔融时碳化成“黑点种子”。高服直接上防爆型吨袋拆包机+智能粉仓三级过滤(初效+中效+HEPA),并把滤芯更换提醒接入MES系统——换不换,不是老师傅拍脑袋,是系统看累计压差和运行时长自动弹窗。
还有高端化妆品包材厂,做亚克力瓶盖时总在合模线附近出现“光晕衰减”。排查一圈,发现是供油系统润滑脂挥发物随压缩空气倒灌进主输送管,高温下析出硅油膜,附着在粒子表面,影响熔体铺展。高服把供油系统从“通用型”升级为“高光专用隔离式”,油路与气路物理隔绝,连密封材质都换成耐高温氟橡胶——细节不炫技,但每处都卡在失效链的咽喉上。
3.3 数据锚点:让“色泽光润”可测量、可归因、可追溯
ISO 15378讲的是药品包装材料的洁净与可控,IATF 16949盯的是汽车供应链的过程稳定。乍看跟“供料系统”八竿子打不着?其实不然。高服的远程运维平台给每套系统配了12类实时数据锚点:比如某次色差超标,系统能立刻调出当时失重秤的动态校准偏差值、气力输送末端露点温度、CIP清洗完成时间戳、甚至氮气纯度检测记录。这不是凑数,是让质量部门不用再靠“猜”写8D报告——哪段管路、哪个传感器、哪次维护延迟,数据自己说话。更实在的是,这些锚点直接对接客户审核系统。汽车 Tier1供应商来验厂,扫码就能看到过去90天所有色母批次的计量波动曲线;药包材客户查GMP符合性,系统自动生成含温湿度、清洁频次、防爆认证编号的电子履历。说白了,“色泽光润”听起来感性,但高服把它变成了带时间戳、带校准溯源、带工艺上下文的硬数据流——美,也要经得起审计。
所以你看,“中央供料色泽光润”从来不是一句宣传语。它是吨袋拆包机抖落的最后一粒粉尘,是失重秤在0.03%精度下多校准的那一次,是弯头内壁Ra≤0.4μm的抛光纹路,更是氮气吹扫阀在湿度超限0.8秒后自动开启的0.3秒响应。新乡市高服机械股份有限公司专注物料处理40年,把食品行业的洁净逻辑、汽车行业的过程苛刻、医药行业的追溯刚性,全拧进了一套供料系统里——不喊口号,只守数据底线;不拼参数堆砌,专治“说不清道不明”的表面病。