

“送粉系统瑰丽多彩”——这词儿乍一听,像美术课作业标题,又像烘焙坊新品发布会通稿。但搁在工业现场,它真不是修辞,更不是PPT里随便加的滤镜。它说的是:一套原本埋头干活的机械系统,如今能稳稳托住钛合金粉末、也能温柔捧起食用级可可粉;既能按微克级精度喂进3D打印腔体,也能在中央厨房里一口气把十几种预拌粉分毫不差地送到和面线——颜色不同、粒径不同、静电不同、湿度敏感度不同,它都得接得住、送得准、停得稳。
“瑰丽”,是材料适配性的广度:不锈钢粉不结块,奶粉不吸潮,彩色砂不串色,生物墨水不凝胶……同一套气力输送骨架,靠模块化接口、智能粉仓温控、失重秤动态校准,把千差万别的“粉”变成可调度的“流”。“多彩”,是工艺融合的深度:它不再只是“把粉从A倒到B”,而是嵌在配料系统里配比,在烘焙供料系统里控温,在馍干输粉配料系统里防爆,在调味品配料系统里CIP自清洗——每个环节都在悄悄调色,最后拼出整条产线的工业质感。
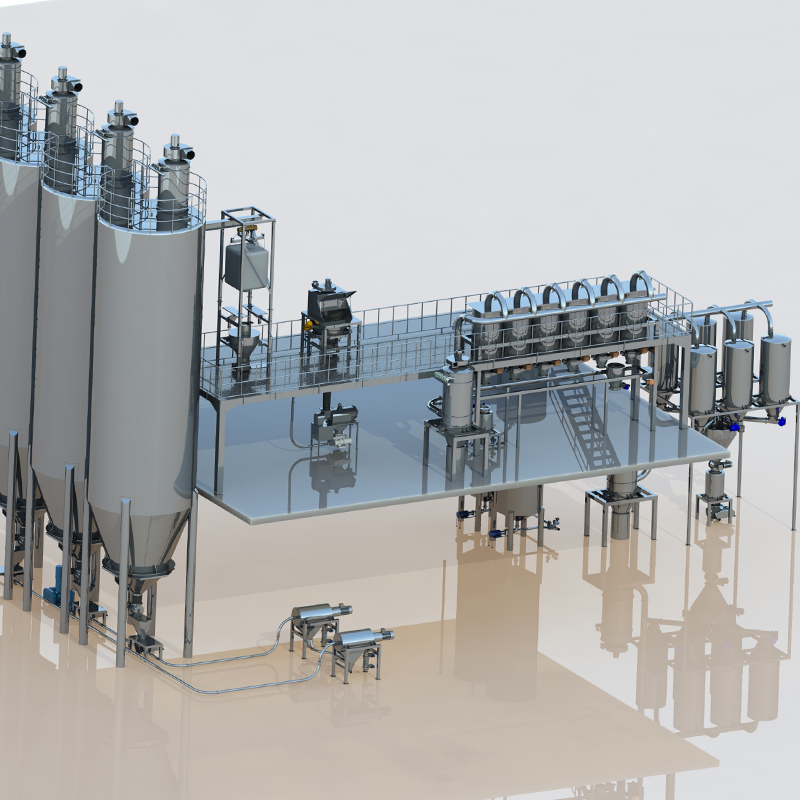
新乡市高服机械股份有限公司专注物料处理40年,早就不满足于“能送”,而是在琢磨“怎么送得有层次、有记忆点、有复用性”。他们家的供粉系统,从糕点供料到金属3D打印铺粉,从吨袋拆包机卸下的第一粒原料,到AI能效管理平台里跳动的实时流量曲线,本质上干的是一件事:让粉的流动,既有工程逻辑的严谨,也有产线节奏的呼吸感。
送粉系统这活儿,表面看是“吹粉”“喂粉”“铺粉”,干久了才明白——它其实是个脾气很倔的工种:你温柔它未必领情,你强硬它立马罢工。所谓“瑰丽多彩”的视觉呈现和工艺自由,全靠底下这套逻辑严密、反应灵敏、出了问题还能自己摸着黑爬起来的底层系统撑着。没有它,再炫的多色3D打印模型也只是一堆没上色的线框;再讲究的预拌粉配方,也可能在第三袋就糊了筛网。
2.1 核心工作原理:不是“吹得猛就行”,而是“吹得懂、量得准、调得快”
送粉这事,本质是跟粉体“讲道理”。气固两相流控制,听着高大上,其实就是让空气和粉末结成靠谱搭档——风太急,粉被吹散打墙;风太懒,粉在管里躺平装死。高服的气力输送系统玩的是“分段压差调控”,像开车挂挡一样,进料段轻推、输送段稳跑、末端缓停,全程不呛不堵不喘。计量更不是靠感觉:螺杆式喂料讲的是咬合精度,振动式靠的是频率与振幅的黄金配比,刮刀式则像用直尺刮奶油,厚薄全在0.02毫米的刃口一致性里。而真正让整套系统“活过来”的,是闭环反馈——失重秤实时称、动态校准技术每3秒刷新一次基准、AI能效平台盯着流量曲线微调供气压力。粉还没走到下一道工序,系统已经预判它下一步想飘还是想沉。
2.2 常见故障图谱:不是修机器,是给粉体做“问诊+开方”
现场老师傅常说:“粉不讲理的时候,比小孩还难哄。”桥接?那是粉在料仓里手拉手搞团建,吨袋拆包机卸完料,它偏在出料口结个“小茧”;流量漂移?可能是环境湿度悄悄涨了5%,也可能是微量喂料系统的轴承间隙多了0.008毫米;色差混料?大概率是换色清洗没走完CIP全流程,残留的紫色砂粒混进了下一批柠檬黄;层间污染?那多半是铺粉刮刀没及时清理,或者供粉系统防爆设计里少了一道静电泄放通路。识别靠数据(远程运维平台报警早于肉眼发现)、归因靠模块化排查(先切气源、再查粉仓温控、最后调计量参数)、复位靠标准化动作——比如高服的智能粉仓自带“脉冲反吹唤醒”功能,三声短促气震,桥接自动松动;CIP清洗程序一键启动,连管道弯头里的调味粉残渣都洗得明明白白。故障不是终点,而是系统自我校准的一次深呼吸。
- 工业3D打印送粉系统选型与参数配置:让“瑰丽多彩”可设计、可复现、可量产
别把“瑰丽多彩”当成PPT里飘着的形容词——在工业3D打印现场,它得是客户指着样品说“就这个蓝,不是潘通294C,是294C加0.3%钛镍微粒反射光感”,然后产线真能一模一样打出来;也得是食品级彩色砂模件批量做1000个,每个表面彩纹清晰到能当放大镜用;更是生物墨水和金属粉末在同台设备里换料不洗舱、不停机、不串味。这些不是靠调色盘,而是靠送粉系统从选型那一刻起,就埋好了“可设计、可复现、可量产”的三颗钉子。
3.1 选型关键维度:先问清“你要印什么”,再决定“让粉怎么走”
金属零件要致密?陶瓷件要低孔隙?聚合物模型要柔韧抗UV?还是彩色砂雕要颗粒分明、色块锐利?不同材料体系对送粉系统的脾气完全不同:金属粉怕静电、爱干燥;彩色砂易团聚、忌剪切过猛;生物墨水则像刚熬好的藕粉糊,温度差2℃、剪切多0.5秒,黏度就翻脸。高服做这行40年,早就不靠“通用款”凑数了——你报一个成形尺寸(比如300×300×400mm),我们顺手就把供粉仓容积、气力输送管径、刮刀跨度全算进去了;你要双色渐变结构?那得配双路独立供粉+快速切换阀+防交叉污染隔离腔;做医疗模具还得叠加洁净等级(ISO Class 7)和粉尘防爆系统(ATEX II 2D);要是中央厨房级的预拌粉彩绘件,连供水、供油系统都得同步接入,让糖霜基底和食用色素粉在铺粉前完成微米级原位混合。选型不是填表格,是帮你的工艺语言,翻译成粉体运动的语言。
3.2 参数配置实战指南:厚度不是数字,是彩纹的呼吸节奏
铺粉厚度标着“25μm”,但客户真正要的,是这一层粉铺完后,激光扫过去,表面能显出0.1mm宽的孔雀蓝渐变纹——这就不能只盯厚度,得看它和彩纹分辨率怎么咬合。太薄(比如10μm),彩色砂颗粒本身直径就20–40μm,铺出来全是麻点;太厚(>80μm),刮刀一压,不同色粉互相渗透,“渐变”直接变“晕染”。高服的方案里,铺粉厚度从来不是孤立参数:它和供粉压力梯度联动——进料段低压缓推防分层,中段稳压保悬浮,末端微负压吸附稳态落粉;它还跟环境温湿度耦合补偿:夏天车间湿度超65%,系统自动提升气源干燥等级+缩短CIP清洗间隔;冬天低温导致聚合物粉流动性下降,失重秤就提前0.8秒启动动态校准,把喂料频率悄悄往上提半档。这些动作用户未必看见,但打出来的第1件和第1000件,色阶过渡、边缘锐度、层间结合力,几乎拿游标卡尺都量不出差别。所谓“可量产”,就是让“瑰丽多彩”不再依赖老师傅的手感,而长在参数逻辑里、跑在远程运维平台上、睡在AI能效管理的后台日志里。