

咱们聊真空粉料输送系统,总有人问:“这玩意儿真能天天扛住不掉链子?”
不是靠玄学,是靠一套“闷声干大事”的底层逻辑——它不声不响把粉体裹在负压里跑,全程不露脸、不喘气、不串门。就像给物料订了趟专列:起点上车、终点下车,中间连个透气缝都不留。粉尘?没机会飘;交叉污染?门儿都没有;物料结块或氧化?那得先撬开密闭管道再说。尤其像乳粉、API(活性药物成分)或者锂电正极材料这类“玻璃心”物料,一碰水、一见氧、一混杂就翻脸,真空密闭输送偏偏就是它们的“情绪稳定器”。
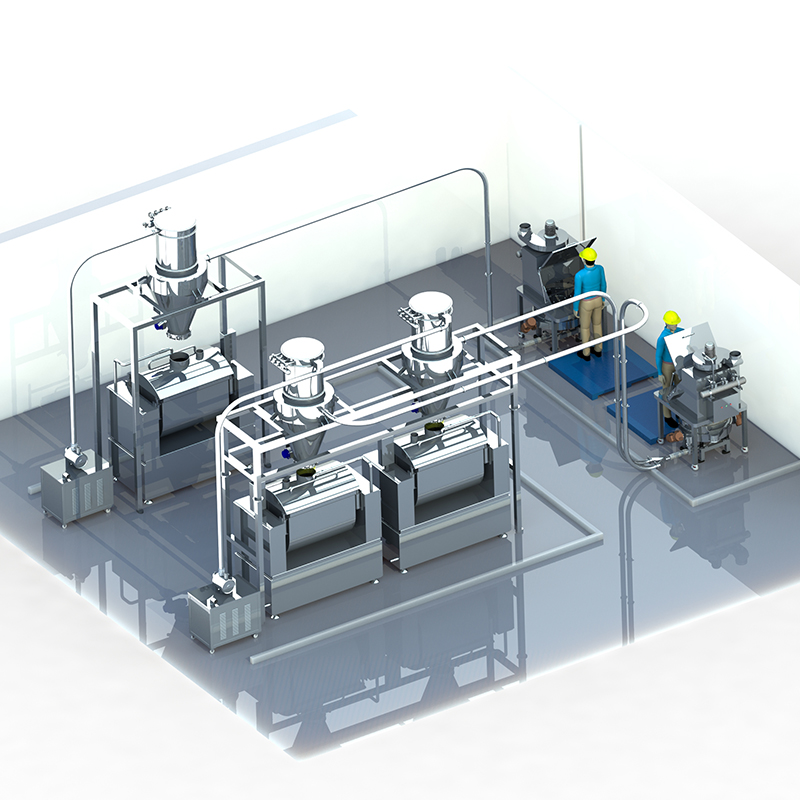
新乡市高服机械股份有限公司专注物料处理40年,早把这套逻辑刻进DNA里。他们的气力输送系统不是简单吹吹吸吸,而是从吨袋拆包机开始就卡死第一道防线,再经智能粉仓缓冲、失重秤精准喂料,最后由真空源稳稳托底——整条线像一台老钟表,齿轮咬合严丝合缝,不靠运气,靠设计。
说白了,“性能可靠”不是贴在设备上的标签,是每一处密封圈的压缩量、每一段管道的焊接光洁度、每一次CIP清洗后的残留验证共同写出来的答卷。
选型这事儿,真不是比谁家泵响、谁家管粗。
就像买冰箱不光看门多大,得琢磨它制冷够不够稳、结霜厉不厉害、半夜会不会自己嗡嗡叫醒你——真空粉料输送系统也一样,靠的不是参数堆砌,而是“关键时刻不掉链子”的实感。高服机械干了40年物料处理,见过太多客户拿着“真空度-80kPa”就拍板,结果一上产线,响应慢半拍、压力忽高忽低、CIP洗完还留死角……最后发现:不是设备不行,是参数没对上真正的生产节拍。
比如真空度响应时间≤0.8秒,听着像跑分数据,实则是应对投料启停、多工位切换的“肌肉反射”。脉动波动率<±3%?这数字背后是失重秤喂料时系统不抢料、不欠料的底气。至于CIP/SIP就地验证兼容性,可不是加个快接头就完事——得滤芯可在线灭菌、管道内壁Ra≤0.8μm、焊缝无死角,连清洗液流速和温度梯度都得全程可追溯。防爆等级更不能凑合:ATEX II 2D vs. IECEx Db,差的不是字母,是锂电车间里一颗金属粉尘引发连锁反应,还是制药洁净区里一次静电火花毁掉整批冻干粉的生死线。
新乡市高服机械股份有限公司的真空粉料输送系统,在选型阶段就嵌入了这些“隐形门槛”。他们不给客户甩一张参数表,而是带着工况清单上门:物料粒径分布图、日均批次量、现场压缩空气露点值、甚至隔壁车间有没有高频振动源……然后从吨袋拆包机的防尘锁扣开始,到气力输送管道的弯头曲率半径,再到智能粉仓的料位震荡抑制算法,一层层把“可靠”具象成可验证、可复现、可交接的技术动作。
说白了,选型不是选设备,是选一段能陪你熬过三年满负荷、五年零大修的生产关系。
可靠这事儿,真不能只靠“祈祷式运维”——比如每天早上开工前拍两下控制柜、听见真空泵声音匀称就松一口气、滤芯换得比手机壳还勤……这些操作很真实,但离“持续提升上限”还差一整个数字化车间的距离。
高服机械干了40年物料处理,早就不满足于“不出事”,而是琢磨怎么让系统自己“心里有数”。他们给真空粉料输送系统装上了真正的“感知神经”:不是单点测压力,而是同步抓取入口负压、主管流速、泵体温度、滤芯前后压差、甚至软管微振动频谱——五路信号实时喂给嵌入式边缘计算模块。再叠上数字孪生健康度模型,系统不光知道“现在状态如何”,还能推演“如果连续运行72小时、环境温度升5℃、投料节奏加快15%,下周三下午三点滤芯堵塞概率会突破68%”。这不是玄学,是把老师傅摸着管道听声辨障的经验,翻译成了可计算、可预警、可联动停机检修的决策语言。
这种从“被动修”到“主动信”的转变,背后是新乡市高服机械股份有限公司对全链条数据闭环的执念。他们的远程运维平台不是做个APP看个报警灯,而是把失重秤的动态校准偏差、气力输送的瞬时固气比波动、CIP清洗液电导率衰减曲线……全打包进AI能效管理模型里。哪台泵的能耗曲线悄悄偏移了基准线2.3%,系统自动推送诊断建议+备件清单+最近一次校准记录——连维修师傅打开工单时,都能看到“建议优先排查第3段弯管内壁涂层微剥落,已触发MES工单关联停机窗口”。
所以你看,智能化不是给老设备贴个二维码叫“智慧升级”,而是让每一段管道、每一台泵、每一次吹扫,都成为可靠性演进的数据燃料。