

面包这玩意儿,看着松软可爱,背后可全是“硬核”功夫。面粉、酵母、糖油蛋奶,样样都得精准到位,稍有闪失,轻则面团发不起来,重则整条线停摆,老板的脸比没发酵的面团还紧绷。所以啊,面包原料输送系统不是“能用就行”的糙活儿,它得既安全又可靠——不是选答题,是必答题,而且带倒扣分。
先说“安全”。你以为只是防个夹手?太天真了。面粉飘在空气里,浓度一高,遇到静电火花,真能“嘭”一下给你演场小型烟火秀——这不是危言耸听,GB 16798—2023里白纸黑字写着“粉尘防爆为强制项”。再比如,不同批次原料混进同一管道,前一批的坚果碎混进无麸质面团里,过敏顾客吃了出事,企业赔的可不是钱,是信誉和许可证。还有更隐蔽的:设备缝隙藏粉、死角发霉、润滑脂渗入料道……这些不是卫生死角,是HACCP体系里的“溃堤蚁穴”。
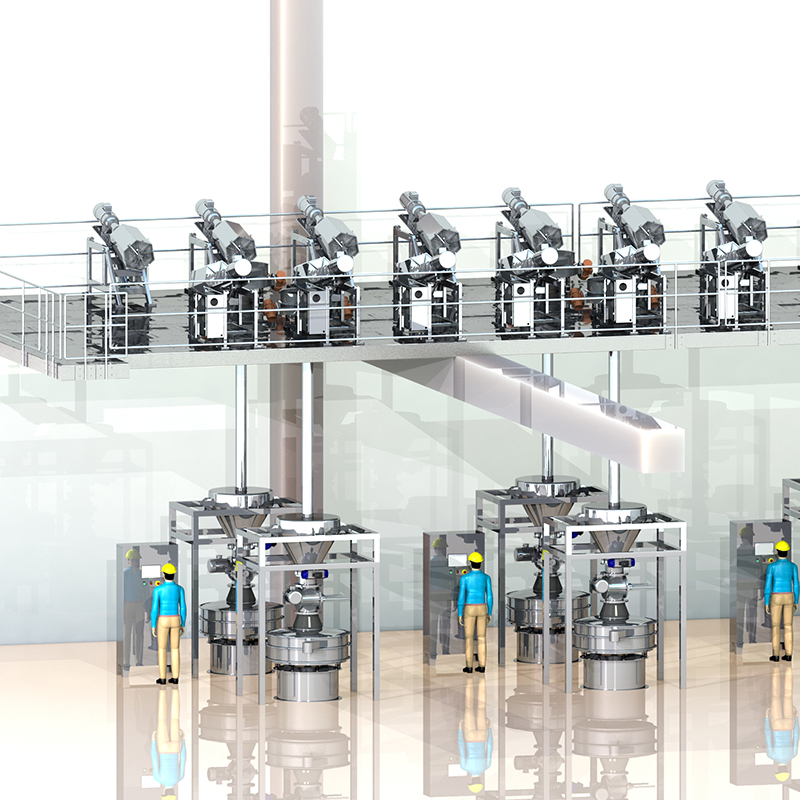
再说“可靠”。产线凌晨三点正满负荷赶端午礼盒订单,供粉系统突然卡壳,失重秤飘了0.3%,一锅面团咸淡失衡;或者气力输送风压不稳,面粉结块堵在弯头,维修师傅蹲半小时才捅开——这时候“可靠”俩字,直接换算成报废的300公斤面团、延误的5000份订单,还有质检员盯着批次记录本时那一声叹息。新乡市高服机械股份有限公司专注物料处理40年,提供原料处理全流程解决方案,自动供料系统、供粉系统、气力输送系统、计量称重系统、配料系统、小料配料系统、供水系统、供油系统、流体输送系统、中央厨房供粉系统、输送粉系统、上投料系统等一站式解决方案;食品行业供料系统主要有:糕点供料系统、饼干供粉系统、小食品面粉供料系统、馍干输粉配料系统、调味品配料系统、烘焙供料系统、面点供粉系统、预拌粉供料系统、食品原料输送供料系统、供水系统、供油系统等。他们早把“安全”和“可靠”揉进了设计毛细血管里:粉体处理用吨袋拆包机配智能粉仓,杜绝人工拆包扬尘;计量靠失重秤+动态校准技术,误差不漂移;安全环保上,防爆设计是标配,CIP清洗接口提前预留,粉尘防爆系统不是后期加装,是出厂就嵌进结构里的逻辑。
法规不是墙上挂的装饰画。GB 16798—2023和ISO 22000:2018对输送环节的要求,已经具体到“法兰密封等级”“表面粗糙度Ra≤0.8μm”“急停响应时间≤0.5秒”。换句话说,你买一套设备,不是看它多漂亮,而是看它敢不敢把检测报告、材质证明、防爆认证编号,一页页摊开给你验。安全与可靠,从来不是靠祈祷撑住的,是靠每一道焊缝、每一次校准、每一行PLC逻辑,实打实垒出来的。
构建食品级安全防护体系,不是给设备套个“无菌服”就完事了。它更像给整条面包产线请了一位既懂GMP、又会武术、还带AI眼镜的贴身保镖——不光要挡得住风险,还得预判风险从哪儿来、怎么来、来几个。
先说防护设计的底层逻辑。很多厂子一提安全,第一反应是“加个防护罩”,结果罩子一焊死,清洁时得拿牙刷捅缝隙,反而成了藏污纳垢点。真正靠谱的做法,是按ISO 12100玩“分级防御”:第一层物理隔离,比如气力输送管道全封闭+快拆卡箍,连法兰接口都做成内镜可检结构;第二层联锁控制,投料口一打开,风机自动断电,闸板同步闭锁,动作链比咖啡机煮一杯美式还干脆;第三层急停响应,要求≤0.5秒——这个数不是拍脑袋定的,是按人手从触发按钮到肌肉收缩完成制动的生理极限倒推出来的。新乡市高服机械股份有限公司在这块早摸透了门道:他们的供粉系统急停回路直接接入安全PLC,跳过常规控制层,连继电器触点磨损都纳入寿命监控,真到了“摁下去灯还没灭”的地步,设备早自己躺平了。
再看落地细节。面包厂最怕什么?不是面粉贵,是清洗难。一台设备用半年,角落结出灰白色“面痂”,刮都刮不净,霉菌孢子就在那儿开茶话会。所以安全防护的第一眼功夫,得在结构上“不留余地”:所有接触物料的部件,一律304或316不锈钢,每张材质单附第三方检测报告,不是供应商口头承诺;导轨不搞直来直去的“滑梯式”,而是带微倾角+圆弧过渡的“防积料款”,面粉滑下去不挂壁,CIP清洗液冲过去不绕弯;连检修平台都考虑周全——防滑纹深度、踏板间隙、扶手高度,全都卡在GB 50057和EN 14122标准里,工人擦着油渍爬上去换滤芯,也不至于一个趔趄把自己送进工伤名单。
最后说说人机协同这档子“细活儿”。面包车间里,有些地方机器得让着人,有些地方人得信得过机器。比如粉料扬尘区,普通接地线压不住静电,他们用的是离子风棒+接地网双保险,实时监测静电压,超限自动降频运行;面团粘滞区呢?刮板不是硬邦邦一块铁片,而是带微弹性的食品级聚氨酯材质,配合伺服调节压力,刮得干净还不伤输送带;最绝的是异常识别——光栅负责“守门”,AI视觉系统负责“盯梢”,一个发现有人跨入危险区立刻停机,另一个盯着输送带上有没有异物混入、有没有粉流断续、有没有结块翻滚,连面糊滴落轨迹异常都能标红预警。这不是炫技,是把HACCP里“关键控制点”的“控”字,真正落到每一克面粉、每一毫秒响应上。核心优势里的防爆设计、CIP清洗、粉尘防爆系统,从来不是配置表里冷冰冰的选项,而是从第一张钣金图开始,就长在设备骨头里的本能。
可靠性这事儿,说白了就是:别等面包快进烤箱了,输送带突然打个喷嚏。
很多人觉得“能用就行”,结果用着用着,面粉堵在弯头里发酵出酸味,失重秤今天准、明天飘、后天干脆罢工;更糟的是,某天凌晨三点产线停摆,维修师傅摸黑拆开气动阀,发现密封圈早被湿度泡得像块发糕——这种“可靠”,不如叫“侥幸”。
那怎么才算真可靠?不是靠老板拍胸脯,也不是靠售后打电话快,而是把“不出事”变成可测量、可预测、可托付的数字事实。新乡市高服机械股份有限公司干这行40年,早就把“可靠”二字拆解成三句话:验得准、证得硬、管得住。
先看怎么“验得准”。他们不做那种“开机跑一周,不坏就算过”的土法测试。面包原料输送系统得模拟真实产线的“三重暴击”:夏天车间湿度85%+粉料吸潮结块的黏性负载、冬季蒸汽管道旁60℃热辐射、再加上连续72小时满负荷投料节奏——这叫湿度/温度/负载三应力耦合加速寿命试验。目标很实在:MTBF(平均无故障工作时间)≥5000小时。换算一下,差不多是每天两班倒、全年无休干八个月才可能出一次非计划停机。这个数不是写在标书里充门面的,而是拿真实传感器数据喂出来的:振动频谱分析轴承退化曲线,电流谐波捕捉电机绕组隐性老化,红外热成像盯紧接线端子温升拐点……设备还没出厂,它的“健康档案”已经建好了。
再看关键子系统怎么“证得硬”。比如气动元件,光IP65防尘防水不够,还得过FDA食品接触材料认证,橡胶密封件必须标注NSF-51或EC1935/2004号合规代码;伺服驱动器更不能只信单条通信链路,他们默认配CANopen+EtherCAT双协议冗余,一条断了,另一条0.3毫秒内接管,产线连抖都不抖一下。这不是堆配置,是把“单点失效即全线瘫痪”的风险,在图纸阶段就物理隔离掉。你买回去的不是一堆金属和代码,而是一套自带容错基因的供料系统——就像开车时安全气囊不止一个,方向盘底下还藏着备用转向电机。
最后说“管得住”。很多厂子设备一落地,可靠性管理就自动进入休眠模式。高服的做法是:给每台供料设备配个“数字孪生分身”。它不吃不喝不休息,24小时盯着振动加速度、电机电流波动、轴承温升速率这仨核心参数,一旦融合分析发现异常趋势,比如某段螺旋喂料器的电流基波幅值持续上漂5%,系统会提前72小时推送预警:“建议检查螺杆间隙与粉料含水率匹配度”,而不是等它卡死再报“E07驱动过载”。更进一步,他们还建了个备件FMEA(失效模式与影响分析)库——不是Excel表格,是按实际故障数据训练出来的知识图谱。比如“吨袋拆包机夹爪磨损”这个失效模式,背后关联着12种诱因、7类典型征兆、5种前置干预动作,甚至精确到该换哪一颗M8不锈钢螺栓、拧多大扭矩、下次复检间隔多少小时。换句话说,你不是在维护一台机器,而是在和一套越用越懂你的系统打交道。
所以回到开头那句——面包快进烤箱了,输送带会不会打喷嚏?答案是:它连感冒前期症状都被AI盯死了,根本没机会酝酿那一声“啊——嚏”。