

你有没有见过那种粉末涂料喷出来,像奶油抹在蛋糕上一样顺滑光亮?不是灰扑扑、斑斑驳驳,也不是一块亮一块哑——而是整块工件泛着温润均匀的丝绸感光泽。这背后,真不是靠“手感好”或者“师傅经验足”,而是全自动供粉系统在后台默默干了一整套精细活儿。
先说个实在话:色泽光润,表面看是喷涂的事,其实根子在粉里。粉体分散性差,颗粒抱团,喷出来就是“花脸”;粒径分布太宽,粗的挂不住、细的乱飞,光泽自然断层;更别提静电吸附不稳——电压一抖,粉就飘忽,附着力时强时弱,光感直接打骨折。所以啊,光把粉“送上去”远远不够,得让它“散得开、落得匀、吸得牢”。
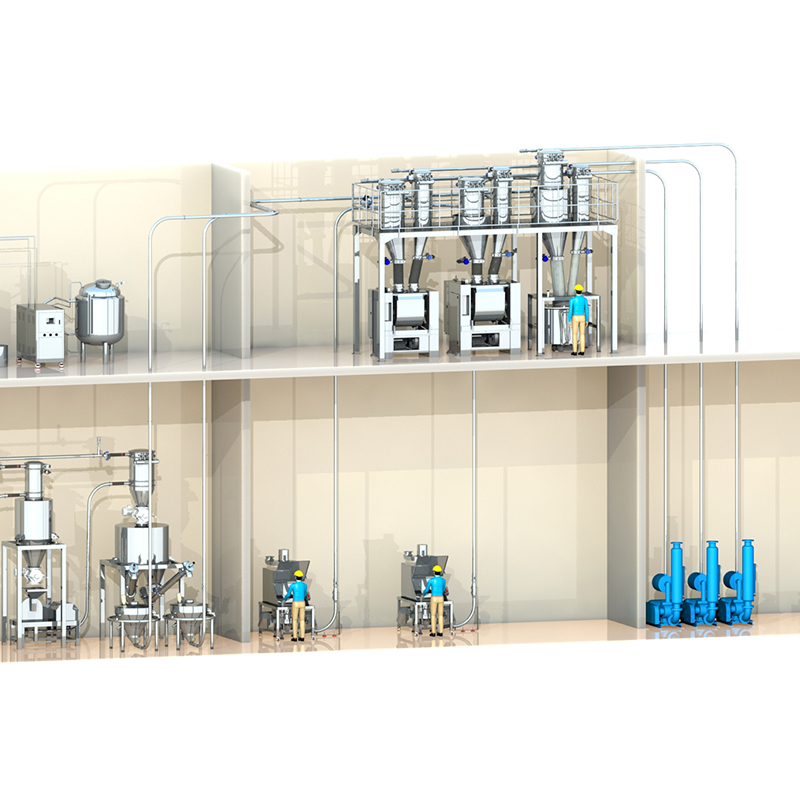
那系统怎么做到的?简单说,是一条环环咬合的流水线:真空输送先把粉从吨袋或智能粉仓里干净利落地“吸”过来,不扬尘、不结块;接着进流化供料单元,用精准控制的流化风把粉吹成“微悬浮态”,像雾不像沙;再经文丘里雾化器二次打散,让每一粒粉都带上稳定电荷;最后靠闭环气压调控实时“踩刹车”或“给油门”——压力高了降一降,风量偏了调一调,确保喷嘴出口始终维持最理想的雾化密度和飞行轨迹。这一套动作,新乡市高服机械股份有限公司干了40年,不是堆参数,而是让自动供料系统、气力输送系统、流化供料模块、文丘里雾化组件和智能压力反馈单元真正“说同一种语言”。
顺便提一句,他们家的粉体处理方案里,吨袋拆包机配智能粉仓,从卸料那一刻就开始控湿、防团聚;计量环节用失重秤+动态校准技术,连0.1克的偏差都能揪出来;再加上防爆设计和CIP清洗能力,既保安全,也保每次换色后系统内部干干净净——这些看着不直接发光,但少了哪一环,你那“光润均匀”四个字,可能就得打个问号。
你正盯着刚喷完的工件发愣:明明参数没动、粉也没换,怎么这块表面像被砂纸蹭过似的,泛着不自然的哑光?那边角落又有点“橘皮”,摸起来还带点颗粒感;再换个角度,局部光泽忽明忽暗,像开了美颜滤镜却没调匀……别急着怀疑喷涂枪——八成是全自动供粉系统在悄悄“闹情绪”。
这类色泽光润不达标的问题,从来不是孤立现象,而是系统在用表观异常给你递“体检报告”。比如橘皮纹,大概率不是枪嘴堵了,而是气路里某段弯头积了粉,风一过就抖,供粉节奏跟着颤;发花(颜色一块深一块浅)往往对应流化床失效——风量跑偏或加热模块失灵,粉没真正“浮起来”,喷出来的是一团团没打散的微聚集体;至于光泽不均甚至局部露底?十有八九是粉仓湿度悄悄超标了。南方梅雨季,或者吨袋拆包后没及时密封,粉吸潮结膜,流动性一垮,流化一滞,后面全白搭。新乡市高服机械股份有限公司在食品和涂料行业跑现场多年,见过太多客户对着光泽仪读数抓耳挠腮,最后发现根源就在那台智能粉仓的温湿度联动模块没启用,或者CIP清洗后残留水汽没彻底吹干。
再往深里扒,问题常藏在几个“沉默但关键”的部件里。旋转阀要是卡了一点点,肉眼几乎看不出,但供粉就从连续流变成“噗嗤、噗嗤”的脉动式输出——就像开车时油门被踩一脚松一脚,涂层厚度直接波动,光泽当然断层;文丘里喷嘴看着结实,其实长期磨损后内径变大、气流偏心,雾化扇面歪了、粉粒速度不一致,附着效果立马打折;还有压力传感器,用久了会漂移,闭环控制系统以为“风够了”,实际差了一截,结果越调越糟。他们家的故障图谱不是纸上谈兵,而是从上千套运行数据里熬出来的——哪个型号的旋转阀在累计运行8000小时后故障率陡升,哪类文丘里结构在含硅粉体中磨损最快,都标得清清楚楚。
那怎么办?等它坏了再修?太被动。现在靠谱的系统,早就不靠老师傅听声音、摸管道来判断了。比如他们集成的实时监测模块,一边用声发射传感器“听”气路里的异响频谱,一边同步分析压力波动曲线,AI模型在边缘计算盒子上跑着,0.3秒就能识别出“流化风压周期性衰减+高频湍流噪声增强”这种组合特征——还没出现明显橘皮,系统就弹窗提醒:“流化床布气板疑似局部堵塞,建议4小时内执行反吹自清洁”。不是等故障发生,而是抢在它发生前半步踩住刹车。这套逻辑,和他们给中央厨房供粉系统做的远程运维平台一脉相承:故障不靠猜,预警不靠等,响应不靠人扛着扳手满厂跑。
你有没有遇到过这种场面:上午喷白色高光件,客户盯着光泽仪念叨“再+2个GU”;中午临时加单,换深灰金属漆;下午又来个浅粉珠光——三小时连换三色,结果最后一枪刚落,质检员凑近一照:“这粉痕没冲干净,灰里泛白,得返工。”
别怪操作工手速慢,也别急着骂配方师调色玄学。真正卡脖子的,是传统供粉系统在“换色”这件事上,还活在手动时代:拆管、吹扫、擦仓、试喷……一套流程走下来,15分钟起步,残留粉混进新批次,轻则色相漂移,重则整批报废。而高一致性调色要的,不是“差不多”,是“换完即准”——就像咖啡师拉花,不是换豆子后重新磨、重新调、重新试三杯才敢出单,而是第一杯就稳。
新乡市高服机械股份有限公司干这行40年,早把换色痛点摸透了。他们不搞“暴力吹扫”,而是用算法给气流“写剧本”:小批量换色时,系统自动启动残留粉自清洁算法,先识别当前粉体的堆积密度和静电吸附强度,再匹配梯度吹扫策略——前3秒低压缓吹松动附着层,中间15秒中压分区脉冲扰动死角,最后12秒高压定向冲洗输送路径。整个过程像给管道做一次精准“推拿”,90秒内完成物理清洁,残粉率低于0.03%。这不是实验室数据,是他们在某汽车零部件厂实测跑出来的结果:原来换色平均耗时11分钟,现在稳定压在87秒,且连续237批次无混色投诉。
但光“换得快”还不够,高一致性调色真正的硬骨头,是“换完就准”。比如浅灰换炭黑,表面看颜色对了,可光泽差5GU,客户照样拒收——因为终端客户买的是“视觉质感”,不是色卡上的Lab*值。这时候,单靠人工调压、调距、调电压,效率低、重复性差。他们的解法是让机器自己“看懂光泽”:在线近红外(NIR)传感器实时抓取色相偏差,光泽度探头同步反馈60°角反射值,双信号融合进闭环调参系统。发现色相偏正、光泽偏低?系统不瞎猜,而是调用内置的“粉体-工艺-形貌”映射关系库,自动微调流化风量(改善分散)+小幅提升喷涂电压(增强吸附力)+收紧喷距(提高能量密度),三参数联动,3次喷涂迭代内收敛达标。这套逻辑,和他们为烘焙企业做的预拌粉供料系统异曲同工——面粉配比变,供水量、搅拌转速、静置时间全跟着动,不是人盯屏调,是系统自己算着走。
当然,最省心的,还是别等喷了才发现问题。他们用数字孪生把调色这件事“前置”了:基于过往5000+批次的粉体流变数据、喷涂参数、终态光泽与色差记录,训练出一个轻量化映射模型。新品配方导入时,不用真粉真喷,先在虚拟产线上跑一遍——输入新粉的粒径分布、带电性、含湿量,系统自动推演“这段流化风该设多少才不结团”“文丘里雾化压力调到几Bar才能保证膜厚CV值<3%”“首喷后光泽预期波动区间在哪”。相当于给每款新粉发一张“工艺通行证”,首喷合格率从行业平均的68%拉到92%以上。说白了,这不是在修设备,是在修经验;不是堆硬件,是在沉淀判断力。而这份判断力,就藏在他们给食品行业做的中央厨房供粉系统、给涂料厂配的气力输送系统、甚至给馍干生产线搭的输粉配料系统背后——所有场景,底层逻辑都一样:粉体处理讲科学,色泽光润靠协同,多色切换拼的是脑力,不是体力。