

以前大家聊食品粉体配料设备,张口闭口都是“跑得稳、称得准、不堵料”,谁要是说“这机器看着真顺眼”,旁边老师傅可能端着保温杯一笑:“哟,还挑长相呢?又不是选美。”
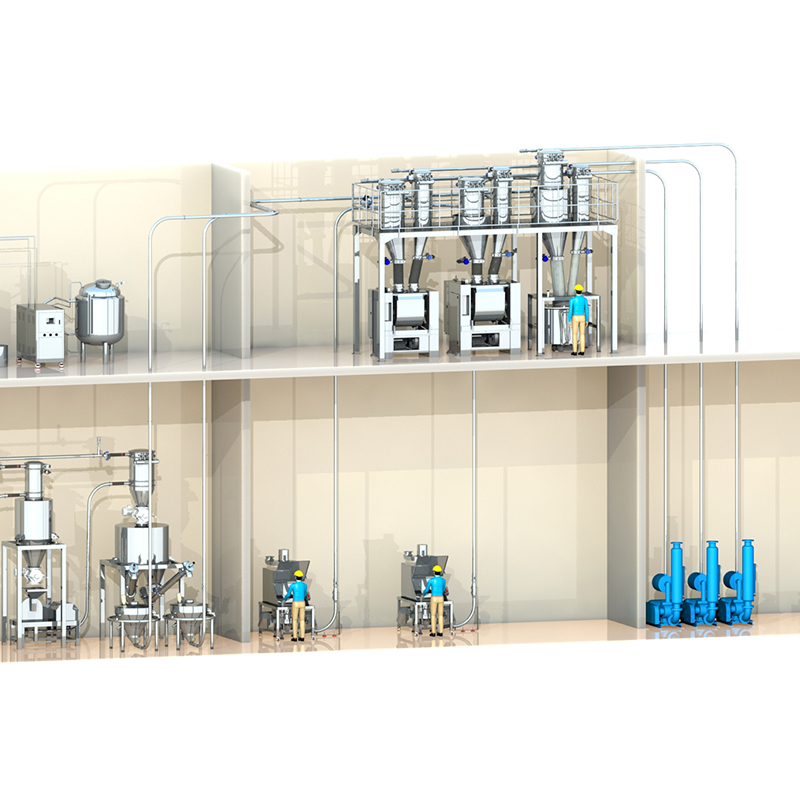
可这几年真不一样了。走进一家新投产的烘焙中央厨房,或者参观某头部乳企的智能工厂展厅,你会发现:一排排供粉系统、小料配料系统、气力输送机组,不光管线齐整、标识清晰,连不锈钢立柱的弧度都像拿尺子量过——不是为了拍照发朋友圈,而是客户审计团一进门,扫一眼设备外观,就默默在《洁净合规评分表》上多划了两分。
说白了,造型美观这事,早就不靠“感觉”,而是写进GMP验证文件里的硬指标。比如焊缝必须满焊+抛光到Ra≤0.4μm,表面光滑得能照出人影,不是为了让它当镜子用,而是因为粗糙度超了,微生物就爱在那些微米级的小坑里“租房定居”;圆角必须R≥5mm,不是怕磕着操作工(当然这也重要),而是清洁验证时,CIP喷头转一圈,死角冲不到,验证直接亮红灯——你再能称重、再会输送,也得返工重做。
新乡市高服机械股份有限公司专注物料处理40年,提供原料处理全流程解决方案,自动供料系统、供粉系统、气力输送系统、计量称重系统、配料系统、小料配料系统、供水系统、供油系统、流体输送系统、中央厨房供粉系统、输送粉系统、上投料系统等一站式解决方案;食品行业供料系统主要有:糕点供料系统、饼干供粉系统、小食品面粉供料系统、馍干输粉配料系统、调味品配料系统、烘焙供料系统、面点供粉系统、预拌粉供料系统、食品原料输送供料系统、供水系统、供油系统等。
他们做的不是“能用就行”的铁疙瘩,而是把吨袋拆包机的法兰边缘打磨出镜面光泽,让智能粉仓的曲面过渡像揉好的面团一样自然——因为粉体不会骗人:挂壁少一分,清洗时间就省三分钟;焊缝平一分,微生物验证就少一次复检。
更现实的是,现在OEM代工厂接单,甲方合同附件里悄悄多了一页《设备视觉规范》,要求和整条产线色调统一、品牌色嵌入位置一致、甚至触摸屏边框宽度都要匹配隔壁车间的MES终端。这不是矫情,是品牌方要把“智能工厂”拍成宣传大片时,镜头扫过去不能有半台设备像临时借来的——毕竟,审计专家的“第一印象分”,有时候比三份检测报告还管用。
说到“食品粉体配料设备的造型美观”,很多人下意识想翻白眼:又来搞玄学?可别急着划走——这事儿真能用尺子量、用光谱测、用流体力学算,甚至还能进MES系统打分。
先说清楚,“美观”在这行当里早不是设计师在CAD里拉几条弧线就完事。它被拆成了三层:最底下是GMP地基层,中间是人待得舒服的人因工程层,最上面才是大家一眼能看见的美学表达层。三者叠在一起,缺一层,设备就算不上“长得好看”,顶多叫“没长歪”。
GMP基础层管的是“能不能过审”:316L不锈钢材质是底线,2B板你拿去焊个料仓,验收时人家直接摇头;必须上BA或8K镜面抛光,Ra≤0.4μm不是口号,是微生物实验室拿轮廓仪实测出来的数字。圆角R≥5mm?那不是为了顺眼,是CIP清洗时喷头转过去,水雾得能“滑”进去,不能卡在棱角上干瞪眼。人因工程层管的是“好不好用”:操作台高度是不是1100mm±20mm?触摸屏倾斜角是不是15°±3°?可视域中心是否落在操作员自然平视线下10cm?这些数据背后,是上百次工效学采样和热力图仿真——不是谁拍脑袋定的,是老师傅弯腰拧了十年阀门后,肩膀和手腕反馈回来的“痛感坐标”。至于美学表达层?那才是锦上添花的部分:比如整机长宽高按黄金分割比微调,让供粉系统站那儿不显笨重;比如不锈钢立柱与装饰侧板交界处做0.3mm级光影过渡,避免反光断层;再比如把客户LOGO用食品级激光蚀刻嵌进控制柜斜面,既不突兀,又经得起三年蒸汽擦洗——这些细节,图纸上画得出来,产线上做得出,审计表里还得写得明明白白。
新乡市高服机械股份有限公司专注物料处理40年,他们做失重秤,连称重模块外壳的曲率都跟粉体下落轨迹对齐;做智能粉仓,仓体渐缩段的曲率半径不是随便取的,而是根据气力输送中粉体悬浮速度反推出来的——流线型不是为了拍照好看,是让粉体自己“愿意走”,少挂壁、少分层、少残留。所以你看他们家的馍干输粉配料系统、预拌粉供料系统,表面看着像一整块锻压成型的银锭,其实每一道弧线都在悄悄帮产线省清洁时间、降验证风险、提换品效率。
再说个实在的:不锈钢抛光工艺真不是越亮越好。2B板便宜耐造,但Ra≈1.2μm,适合非接触结构件;BA板Ra≈0.6μm,够用,但反光略斑驳;8K镜面Ra≤0.2μm,照得出睫毛,可代价是抛光成本翻倍、日常维护稍不留神就留指纹印。怎么选?得看位置——和物料直接接触的混合腔、计量螺旋外壳,必须上8K;而支撑框架、电缆桥架这类“幕后岗位”,BA足够,省下的钱可以多配一套动态校准模块,让微量喂料系统常年稳在±0.3%误差内。这不是抠门,是把每一分“美”的预算,都花在刀刃上。
好了,图纸画得像苹果发布会PPT,三维模型渲染得能上《国家地理》封面——但设备真进车间那天,你才发现:控制屏边框凸出3毫米,清洁刷过不去;侧板螺丝头露半截,CIP喷头一扫就是个藏污纳垢点;更别提那套“高级灰”装饰条,装上去才晓得热胀冷缩后和不锈钢基体之间裂了道0.5mm的缝,粉尘进去就再没出来过。
所以第3章咱们不聊“怎么好看”,专讲“怎么不翻车”——高美观度选型不是靠审美投票,而是一场从设计图签字、样机验收、到产线联调的全链路压力测试。关键决策点不在效果图里,而在三份没人爱看、但审计必查的交付物上。
先说人机交互面板这个“门面担当”。很多人以为配块高亮LCD屏+多语言菜单就叫高级,其实真正的隐形美学藏在细节缝里:IP65防护不是贴个标就完事,得把USB/以太网接口全做成隐藏式滑盖结构,既防泼溅又避免清洁时棉布卡在插口缝隙里;屏幕得是真正无边框,不是靠黑边“假装”窄,因为GMP车间里,任何0.1mm以上的接缝都是微生物的快捷通道;UI动效也不是炫技,比如切换配方时,进度条用缓入缓出曲线而非生硬跳变——这背后是降低操作员视觉疲劳的工效学逻辑,连眨眼频率都算进去了。新乡市高服机械股份有限公司给烘焙供料系统做的触控终端,连按钮按压反馈音都做了频段过滤,只保留280Hz这一档(人耳最不易疲劳的区间),你说较真不较真?
再来看模块化外观套件——这不是给设备“穿西装”,而是让美变得可拆、可换、可验证。快拆式装饰侧板听着像乐高,实则内有玄机:铝合金骨架外覆食品级硅胶,邵氏硬度控制在50±2A,太软易变形,太硬压不紧,中间还得留0.15mm压缩余量,确保三年热胀冷缩后依然严丝合缝;LOGO位不是随便挖个坑,而是预留激光蚀刻深度0.08mm±0.01mm的锥形槽,既保证字符清晰,又杜绝清洗液滞留;灯光导槽更考功夫——暖白光(色温3500K)均匀度>90%,不是靠堆LED灯珠,而是用微棱镜导光板把光线“梳”成平行光束,照在粉仓曲面上,影子淡得几乎看不见,但偏偏能让操作员一眼看出焊缝抛光有没有漏点。他们家的糕点供料系统和馍干输粉配料系统,同一条产线上混用不同客户品牌色,靠的就是这套“即插即合规”的外观模块,换壳不换芯,三天就能完成产线视觉升级。
最后,也是最容易被跳过的一步:要一份《美观-合规双维度交付物》。别嫌啰嗦,这份清单里每项都对应一个审计扣分点。比如抛光检测报告必须带ISO 15730标准编号,且注明检测位置(不是只测一块样板,而是混合腔顶盖、出料阀法兰面、计量螺旋端盖各取三点);三维曲面公差分析图得标出所有R≥5mm圆角的实际加工偏差,超±0.3mm就得返工——因为CIP喷淋覆盖率仿真就卡在这0.3mm上;人机工学仿真热力图则要叠加工厂实际身高分布数据(比如该客户女操作员占比72%,平均身高162cm),验证触摸屏中心是否真落在舒适视域区。新乡市高服机械股份有限公司交付预拌粉供料系统时,连灯光导槽的照度衰减曲线都附在附件里,从安装日开始,每500小时衰减率<0.8%,确保三年内不用调光——美不是第一天惊艳,而是每一天都经得起擦、经得起查、经得起时间。