

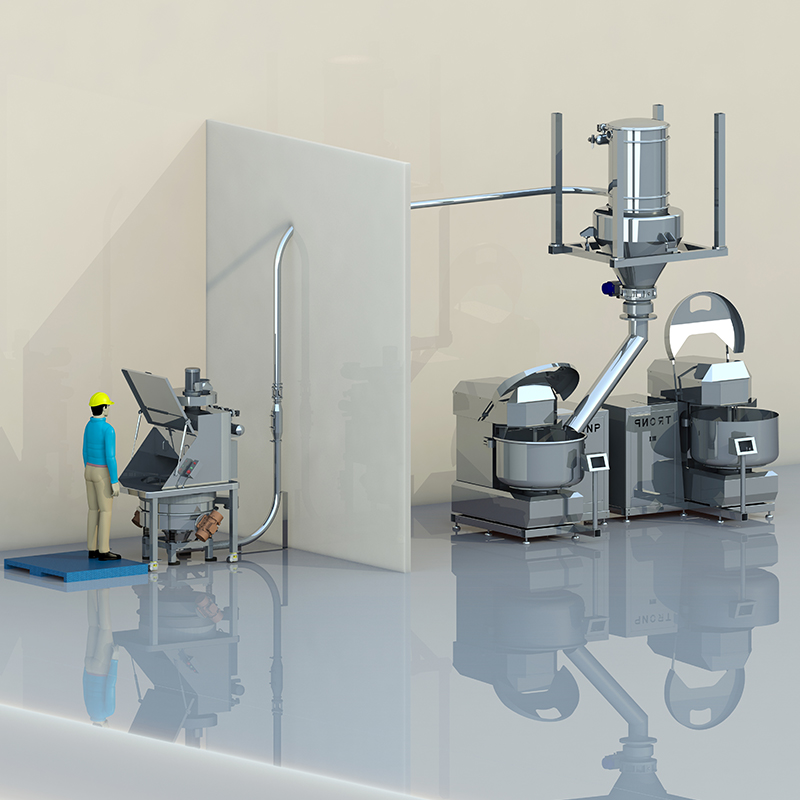
食品烘焙供粉系统这玩意儿,说白了就是烘焙工厂里的“面粉管家”。它不声不响,但一旦掉链子——蛋糕胚塌了、饼干厚薄不均、预拌粉配比跑偏,后道工序全跟着遭殃。所以大家常问:到底靠不靠谱?光听厂家说“稳定耐用”没用,得看硬指标。
先说粉体输送精度。不是所有“准”都叫真准——行业里把±0.5%以内当及格线,但真正经得起推敲的,得拿实测批次数据说话。比如连续抽10个25kg面团投料批次,每批称重误差都在±125g内,且极差不超过0.3%,这才算稳。验证方法也不玄乎:现场搭临时校验秤+动态采样记录,再叠加上失重秤的实时流量曲线比对,三重交叉印证,糊弄不了人。
再看连续运行稳不稳。别信“理论可连运30天”,得拉出来遛遛——72小时满负荷跑下来,流量波动率压在±1.2%以内,中间不停机、不调参、不人工干预,才算真扛造。我们见过有客户试机时前6小时风平浪静,到第48小时螺旋喂料器开始“喘粗气”,流量忽高忽低,最后查出来是粉体受潮结块卡在进料口。这种问题,光靠说明书解决不了,得靠现场工况复现+过程参数回溯。
说到失效,最常见三类“老毛病”:螺旋喂料器卡滞(尤其换粉种时没清仓)、气动阀门响应慢半拍(压缩空气含水或密封圈老化)、称重传感器悄悄漂移(温差大或振动久)。这些不是故障,是预警信号。新乡市高服机械股份有限公司专注物料处理40年,他们的烘焙供料系统在设计阶段就埋了“自检逻辑”——比如喂料器电流异常升高3秒即触发清堵提醒;阀门动作超时自动记录并推送诊断建议;称重模块每班次自动执行零点校验,漂移超阈值直接弹窗告警。可靠,从来不是不出事,而是事还没出,系统已经知道要出啥事。
聊完“啥叫可靠”,咱们来算笔账:怎么证明它真可靠?不是靠拍胸脯,而是看它一年里趴窝几次、每次躺多久、修之前还给不给预警——说白了,故障率和维护周期,才是系统健壮性的反向体检报告。
先看硬杠杠:故障率。行业里常说“千小时故障次数”,听着干巴巴,但特别实在。普通供粉系统跑个0.7~0.8次/千小时,基本算及格;可你要做中央厨房、日产几万枚面包的工厂,这个数字得往下降——高服的烘焙供粉系统实测数据是<0.2次/千小时。什么意思?相当于连续运行5000小时(差不多整整7个月),才可能出1次非人为导致的停机。背后不是运气好,是粉体处理环节全链路做了冗余设计:吨袋拆包机带振动+破拱双保险,气力输送系统配智能粉仓实时监测流化状态,连压缩空气都经过三级过滤+冷干机稳压,从源头掐断“卡、堵、潮、粘”这些捣蛋因子。
再看维护这事,早就不靠“凭经验、定时换、坏了修”那一套了。现在分三层:最基础的是预防性维护,比如每运行500小时自动提醒检查喂料螺旋间隙、清理气动阀气路滤芯;再往上是状态驱动维护,系统自己盯着电机振动值、电流波形、轴承温度曲线,一有苗头就标红预警;最高阶的是预测性维护——AI算法能从历史数据里识别出轴承早期劣化特征,提前48小时告诉你:“X号喂料电机轴承大概率下周二下午三点左右会异响”,你趁夜班换掉,白天产线照常跑。这种节奏,把“修机器”变成了“管健康”。
最后用个真案例收尾:华北一家日产能12吨的中央烘焙工厂,上了整套高服的烘焙供粉系统,含面粉、糖粉、可可粉三路独立配料+中央供粉+小料精准投加。上线后12个月OEE(设备综合效率)稳定在92.7%,非计划停机平均每月只有1.3小时——相当于每天多抢出近3分钟有效产能。更关键的是,这1.3小时里,超过八成是计划内的CIP清洗或换粉种清仓,真正因故障导致的停机,几乎可以忽略不计。它不声不响,但全年365天,天天都是满勤员工。
好了,前两章咱们把“可靠”这词儿掰开揉碎了看——啥指标算靠谱、拿啥数据来打分。现在进入实操环节:连续生产不是跑个三天五天就收工,而是24小时轮班、一周七天不歇脚,面粉哗哗往下流,面包机咔咔往外吐,这时候系统还能不能稳如老狗?
答案是:能,但得靠“懂粉”的设计、“不怕出事”的备份,和“比你自己还关心自己身体”的全周期照看。
先说“懂粉”。小麦粉、糖粉、可可粉看着都是白乎乎一包,其实脾气差得远——小麦粉爱结块、糖粉静电大到能吸住塑料袋、可可粉轻得像烟、湿度一高立马糊成团。高服做烘焙供粉系统做了40年,早就不靠一套参数走天下了。系统里嵌了粉体特性数据库,换品种时选一下“高湿小麦粉”或“微晶糖粉”,它自动调喂料转速、气流速度、破拱频率,甚至调整称重传感器的滤波策略——不是硬扛,是顺势而为。比如糖粉静电太强?那就加离子风棒+接地强化;可可粉太轻易飘?那就降流速+增压差+启闭逻辑延时。这种自适应,不是让设备将就粉,而是让粉“感觉被伺候得很舒服”。
再来说“不怕出事”。连续产线最怕什么?不是慢,是突然断供。高服的高精度供粉系统里,藏着几手“备胎哲学”:称重不是单回路,是双称重模块交叉校验,一个略飘,另一个立刻拉一把;供料通道也不是一条独木桥,主路+备用路并联,主路一有异常,0.8秒内热切换无缝接管;更绝的是断电记忆——哪怕整个车间跳闸,再通电时系统不抓瞎,直接从断点恢复零点、读取上次批次参数、续上没投完的小料量。这不是玄学,是把“万一”当日常来准备。
最后是“比你还上心”的全周期管理。从一开始选型,就做FMEA(失效模式与影响分析),把螺旋卡死、阀门迟滞、传感器漂移这些可能挨个推演一遍;安装调试阶段必须过PQ(性能确认)关,72小时满负荷跑下来,流量波动率≤±0.47%,批次间CV值<0.3%,不达标不签字;等进了产线,数字孪生健康度看板实时显示每台失重秤的校准偏移、每条气送管线的压损趋势、每个粉仓的流化均匀性指数,连备件寿命都建了预测模型——比如某型号微量喂料器的陶瓷定子,系统会根据累计输送吨数+温湿度曲线+电流谐波特征,提前15天提醒:“该换新了,否则下周三可能漏粉”。
说白了,这套系统不是装完就甩手,而是从图纸画第一笔起,就开始为你未来三年的开机率打算。