

说到粉体物料输送的安装调试,很多人第一反应是“不就是把管道接上、通气、走粉嘛?”——话是没错,但真干起来,光靠“接上”可交不了差。这事儿跟装修房子有点像:图纸没量准,后期不是门打不开,就是插座装在了冰箱背后。新乡市高服机械股份有限公司专注物料处理40年,经手的项目从中央厨房的预拌粉系统到电池正极材料的惰化输送线,早就摸透一个理儿:安装调试不是施工收尾,而是系统真正开始“活起来”的起点。
1.1 前期工程勘测与系统匹配性评估,听着像 paperwork,实则是整套方案能不能立住脚的第一道门槛。我们不会一上来就报型号、列清单,而是先蹲现场——看厂房层高够不够架桥式输送,查地面承重能不能扛住智能粉仓,测原料流动性、安息角、含水率,甚至拿小样做气力输送可行性试验。比如客户要上一套饼干供粉系统,产能标称3吨/小时,但若面粉湿度偏高、结块倾向强,硬套通用参数,后期堵管概率直接翻倍。所以高服的工程师包里常备三样东西:激光测距仪、便携式粉体流变仪、还有一页手写的《物料特性快查表》。
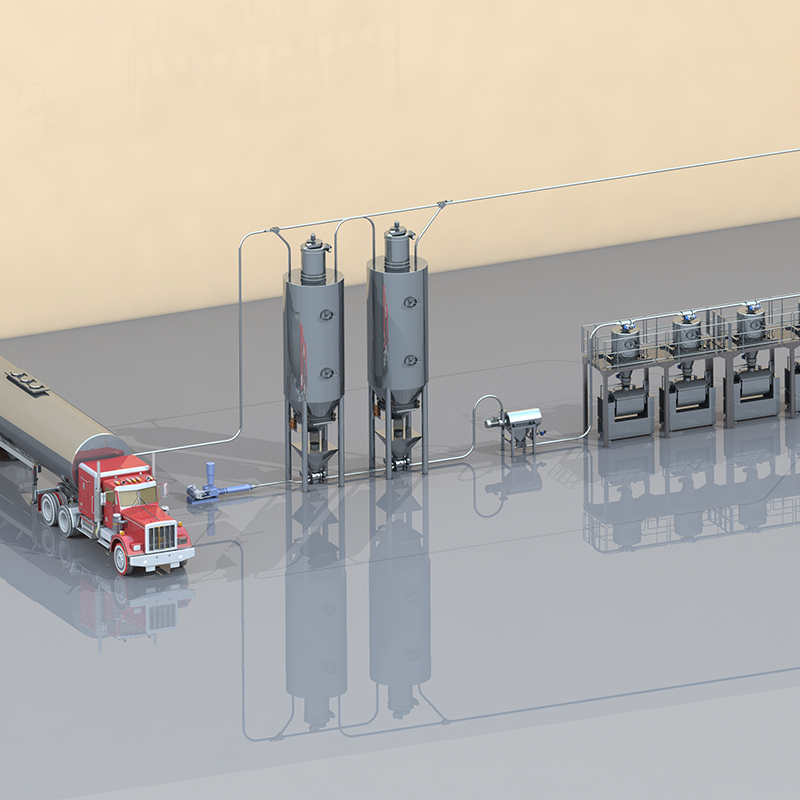
1.2 到了现场安装环节,细节才真正拉开差距。气力输送不是“能通气就行”,弯头半径太小,粉体一拐弯就撞壁、积料;管道坡度没控好,停机时余料回流,下次启动全卡在水平段;支架间距过大,运行一抖,接口微漏,粉尘悄悄飘进车间——这可不是环保检查时擦擦灰就能过的。高服的安装规范里,连减振垫的压缩量都有记录要求,密封垫片必须用食品级硅胶或EPDM材质(食品行业),所有法兰螺栓按扭矩值分三次紧固,并留影像存档。说白了,装得规整,不是为了好看,是为了让失重秤计量稳、让CIP清洗冲得净、让三年后检修还能顺顺当当拆下来。
1.3 调试?别急着投料。高服坚持“四步踩实”:先空载跑——听异响、测振动、验逻辑;再气密性测试——用0.1MPa压缩空气保压30分钟,压降≤0.005MPa才算过关;接着模拟物料试运(常用小米或惰性玻璃珠代替),验证分离效率和末端料位响应;最后才是满负荷真实工况验证,同步采集风速、压降、料气比、电机电流等12项核心参数,生成实测数据库。这个过程,不是走过场,而是给整套系统做一次“入职体检”。很多客户后来反馈:“原来以为调完就能用,结果发现高服连不同批次原料波动下的动态校准曲线都提前帮我们跑出来了。”
不同行业看着都是“送粉”,但真把设备往车间一放,才发现——食品厂的面粉跟电池厂的磷酸铁锂,根本不是同一种“粉”的活法。就像你不会拿炒菜锅去熔炼钛合金,粉体输送的安装调试也得“看人下菜碟”。新乡市高服机械股份有限公司干了40年物料处理,见过太多客户一开始说“差不多就行”,结果调试到一半,食品厂质检员拿着Ra值检测仪蹲在管道口皱眉:“这抛光度,洗不干净”;制药厂QA直接拦停:“DQ文件还没签字,谁让你们通气的?”——不是较真,是行规卡在那儿,差0.1微米、少一页记录,整条线都可能过不了认证。
2.1 食品行业最怕什么?不是堵管,是“留痕”。一块没冲净的奶油残渣,三天后发霉,整条线停产消毒;一段内壁粗糙的管道,Ra>0.6μm,CIP清洗时涡流冲不到,微生物悄悄安家。所以高服给糕点供料系统、馍干输粉配料系统、预拌粉供料系统做安装调试时,第一件事不是拧螺丝,而是带便携式表面粗糙度仪逐段测——目标很明确:Ra≤0.4μm。所有焊缝必须内壁抛光+氩气保护焊,弯头用无死角卫生型快装结构,连支架连接处都得圆滑过渡,不给藏污纳垢留缝。材质上,316L不锈钢是起步价,还得附FDA 21 CFR Part 177和EC No. 1935/2004合规声明;调试最后一步,不是看流量达标,而是做残留量验证:用荧光染剂模拟油脂残留,紫外灯一照,哪有挂壁、哪有盲区,清清楚楚。说白了,在食品厂,输送系统不是干活的工具,是“可食用级”的流动容器。
2.2 制药行业不谈“差不多”,只认“可追溯”。GMP不是墙上贴的标语,是从设计确认(DQ)开始,一页页文件钉进活页夹里的硬杠杠。高服给固体制剂车间配小料配料系统或流体输送系统时,调试团队里必配一名有GMP验证经验的工程师,全程主导IQ(安装确认)、OQ(运行确认)、PQ(性能确认)三阶段交付——不是拍张照交个表,而是每个传感器校准记录要带溯源编号,每处尘埃粒子采样点布设位置得对标ISO 14644-1,连压缩空气露点、含油量都得实测并归档。更关键的是URS(用户需求说明)响应闭环:客户写“投料精度±0.3%”,我们就得拿出失重秤动态校准曲线+72小时连续运行数据来印证;写“防止交叉污染”,我们就得演示N₂吹扫逻辑、隔离阀动作时序、以及如何通过MES系统锁死异常批次投料。在药厂,调试不是结束,是验证生命周期的开始;没文件支撑的稳定,等于没稳定。
2.3 化工和电池材料行业,关键词就一个字:稳——不是运行稳,是“别炸”的稳。活性极高的镍钴锰三元粉、遇水放热的金属锂粉、甚至普通碳酸锂,一旦静电积聚、局部升温,后果不敢想。所以高服给这类客户做气力输送安装调试,防爆不是选配,是前置条件。ATEX II 2D 或 IECEx Zone 22认证的电机、仪表、接线盒,必须一一核对防爆标志与现场分区匹配;所有金属管道、弯头、软连接,接地电阻实测<10Ω,并拍照存档;更关键的是惰化系统联调——N₂封压怎么建、怎么保、怎么泄、怎么跟主输送逻辑联动,得反复跑五轮以上。曾经有个正极材料项目,调试第三天发现氮气纯度波动,立马暂停,查气源、验阀门、重做密封性测试,直到连续8小时O₂含量<100ppm才继续。在化工和电池厂,安全不是成本项,是启动按钮上的那道保险栓;没它,设备再先进,也只能静静待机。
干完安装、调完参数、签完验收单——这事儿就算完了?
要是这么想,那大概率三个月后你会接到一通电话:“喂,上次你们装的那套供粉系统,昨天又堵了,而且PLC报警代码我们查了半天,手册里没写这个……”
其实啊,粉体输送系统不是交钥匙工程,更像养孩子:出生(交付)只是起点,后续的体检、打疫苗、上学辅导、青春期叛逆期应对……一个都不能少。新乡市高服机械股份有限公司专注物料处理40年,早就不满足于“把设备装好”,而是琢磨怎么让这套系统十年如一日地靠谱——不光是“能用”,还得“敢审计”“经得起换人”“扛得住改工艺”。
3.1 调试交付物标准化?不是堆几份PDF应付事,而是给系统配齐“数字身份证+使用说明书+保养日历”。比如三维管线竣工图,不是CAD截图糊弄,而是带属性标签的BIM级模型,点哪个弯头,就能调出它的材质证、焊缝编号、抛光检测值;压力/风速/料气比实测数据库也不是Excel表格,而是按班次、工况、季节分类归档的原始数据包,方便日后做趋势比对;故障代码手册更不是罗列“E01=气压低”,而是附带触发逻辑图、排查路径树、典型波形截图——连夜班电工都能照着一步步反向溯源;至于预防性维护日历?直接嵌入客户MES系统,到时间自动弹窗提醒:“该清洗智能粉仓滤芯了”“失重秤需执行动态校准”。说白了,在高服这儿,调试结束那一刻,运维才真正开始。
3.2 GMP持续符合支持,听着像术语,落地就是三件事:年年都得过的关、变了就得补的课、检查来了不掉链子。年度再验证服务包不是走形式,而是带着便携粒子计数器、浮游菌采样仪、风量罩,原样复现当年PQ场景,数据差0.5%就重做;变更控制(CC)响应也不靠邮件来回扯皮,客户提一句“想把配料精度从±0.5%提到±0.2%”,高服工程师当天就能拿出失重秤升级方案+风险评估报告+再确认测试用例;至于FDA/WHO/中国GMP附录迎检辅导?提前半年介入,帮客户理清文件逻辑断点、模拟QA发问、甚至陪练“如何一句话讲清N₂封系统与防爆等级的因果关系”。在制药厂混过的人都懂:合规不是一次考试,而是一场没有休止符的日常考试;有高服在后面托底,QA开会时腰杆都直几分。
3.3 智能化延伸服务,不是贴个“AI”标签充门面,而是让系统自己学会“看脸色”“记笔记”“喊救命”。远程诊断接口部署,意味着哪怕你在新疆的工厂凌晨两点报警,高服技术中心大屏上已经跳出管道压降曲线异常波动,并自动关联前3小时风温、湿度、上游投料节奏——不用等工程师赶飞机,问题可能已定位到某段软连接轻微老化;AI异常预警模型也不是泛泛而谈“可能要堵”,而是基于三年同类产线数据训练出的压降波动率算法,能提前27分钟预判弯头积料倾向,误差<±3分钟;最实用的是数字孪生调试仿真复现能力:客户临时要新增一条小料投加支路?不用停线、不拆管道,先在虚拟系统里跑十遍逻辑、测五轮风速匹配、验证三次CIP覆盖效果,确认无误再施工——相当于给调试过程装了个“后悔键”。在今天,真正的可靠性,不是不出错,而是错之前就知道哪儿要错;真正的延续性,不是修得勤,而是根本不用常修。