

咱们聊胚芽粉的真空输送,先别急着上设备、调参数,得先摸清它为啥老“喘不上气”——不是系统不行,是这玩意儿太有个性了。
胚芽粉,听着像营养品,干起活来可不讲情面。它吸湿性极强,车间湿度一高,表面就微微发潮,颗粒之间悄悄“拉手”,形成微团聚;粒径又特别碎,D50常在30–60微米之间,细粉占比一高,就爱抱团、爱挂壁、爱在管道里“躺平”。更麻烦的是静电——气力一吹,粉体跟管壁反复摩擦,自带“充电宝”属性,吸附力翻倍,弯头、变径处直接变成“粉体停车场”。这不是堵不堵的问题,是它根本不想走。
再看工况适配性:很多客户沿用过去小麦粉或淀粉的输送经验,直接套用同样管径、同样风速、同样真空度。结果呢?胚芽粉比普通面粉密度低、流动性差、黏附性强,老方案就像给越野车装自行车胎——看着能转,一上坡就打滑。尤其当产线升级、供料节奏加快后,原有系统还没反应过来,料已经在三通处堆成小山包了。
其实问题不在胚芽粉“难搞”,而在于我们没把它当一个有脾气、有习惯、有生理特征的“合作者”来对待。新乡市高服机械股份有限公司专注物料处理40年,光是粉体类项目就跑过上千条产线,发现一个共性:凡是效率偏低的胚芽粉真空输送系统,八成卡在“人没读懂粉,粉也没配合人”。他们提供的智能粉仓带温湿度监测与缓存均化功能,配合失重秤动态校准喂料节奏,就是先让粉“稳住情绪”,再让它“乖乖赶路”。
提升胚芽粉真空输送效率,不是靠“加大油门”硬扛,而是像调理一位敏感又讲究的合作伙伴——既要给它铺好路,又要懂它什么时候该快、什么时候得缓口气,还得让它和前后工序默契搭把手。
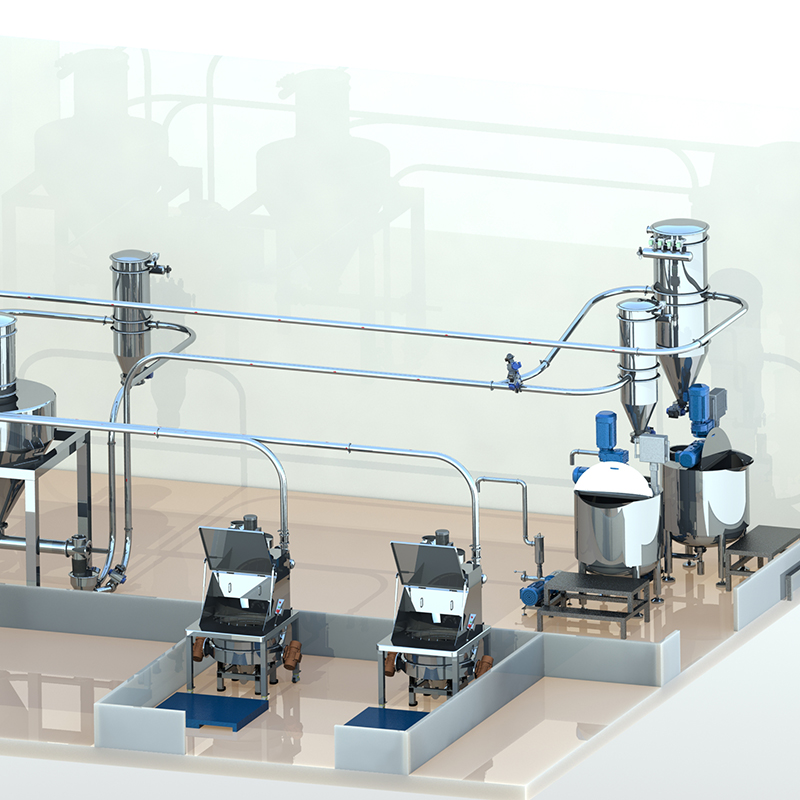
先说硬件怎么“铺路”。普通管道用着省事,但胚芽粉一过弯头就减速、一遇变径就挂壁,时间一长,弯头内侧磨出一道粉痕,看着像年轮,其实是堵前兆。换成低阻力耐磨管道,内壁更顺滑、曲率更柔和,相当于把盘山公路改成高架直连线;再配上渐缩式文丘里喂料器——它不靠蛮力吸粉,而是用气流加速产生的负压差“轻托慢引”,让胚芽粉进得匀、散得开、不结团。分离端也别只靠一层滤筒硬扛,多级旋风+滤筒复合结构,先甩掉大块聚集体,再由滤筒精细拦截微粉,既减轻负荷,又延长清洗周期。这套组合,新乡市高服机械股份有限公司在多个胚芽粉产线实测下来,系统压降下降22%,连续无堵塞运行时长从平均4.3小时拉到16小时以上。
智能调控这块,真不是加个PLC就叫自动化。风速恒定?那叫“刻舟求剑”。胚芽粉批次之间水分、细度稍有波动,风速不变,料气比(M/F)就飘了——风小了,粉躺平;风大了,管壁磨损翻倍。他们用变频真空泵配压差闭环,管道里一“喘不过气”,泵自动提一档;再叠加上称重反馈的自适应喂料控制,失重秤实时算出瞬时下料速率,喂料器同步微调,相当于边走边校准步幅。更进一步,用数字孪生模型在线模拟不同风速、真空度、料位下的能耗与稳定性曲线,系统自己找最优工况点,不用老师傅凭经验“听音辨堵”。
最后是工艺协同——别让输送系统当孤勇者。前端干燥度控不住,水分>5.5%,后面再智能也是白搭;筛分预处理少一道300目振动筛,超细粉多出8%,滤筒糊得比咖啡渣还实;环境温湿度不联控,夏天午后车间湿度升到75%RH,胚芽粉进仓三小时就开始“抱团取暖”。高服的做法很实在:干燥段接在线水分仪,数据直连供料系统;筛分工序嵌入振动频率自适应模块,粉一湿就加振;空调系统与输送中控联网,湿度超阈值自动启除湿机组。这不是加设备,是让整条线学会“呼吸同步”。
说到底,效率不是单点突破,是结构、控制、工艺三股劲儿拧成一股绳。而这条绳子的韧性,来自对物料的尊重,和对系统逻辑的诚实理解。
效率提升这事,最怕的是“自我感觉良好”——调完参数、换了设备、开了会、贴了标语,结果一周后堵得比以前还勤。胚芽粉真空输送系统不是考完试就发毕业证的大学生,它得持续“体检”、定期“复盘”、出了问题还得写“错题本”。所以第三章不聊怎么改,专讲:改完了,你怎么知道真改好了?又怎么保证它不退步、不反复、不悄悄躺平?
先说验证——不能光拍胸脯说“现在很顺”,得拿数据说话。高服在胚芽粉项目里盯三个硬指标:单位能耗输送量(kg/kWh),看它干没干“性价比活”;连续无堵塞运行时长,测它是不是真扛得住班产节奏;还有系统压降波动率,≤±8%才算稳如老狗。为什么是±8%?因为胚芽粉一吸潮、一结块,压降曲线就会像心电图乱跳——波动超了,说明气流状态已经在报警边缘,只是还没堵死而已。这些数据不是抄表员手写在本子上,而是从真空泵电流、管道压差变送器、失重秤流量积分、甚至滤筒前后压差传感器里实时抠出来的,每15秒存一次,自动打标签、自动比对基线。换句话说,系统自己会说:“今天我比上周二多送了37kg电,但压降抖了12%,建议查下3号弯头温升。”
再来看故障反哺——很多厂子堵了就清、清完就忘,下次还在同一个弯头“打卡”。高服的做法是建了一套“堵因解法速查库”,不是泛泛而谈“检查管道”,而是对着高频场景直接给答案。比如“弯头积料”,根因常不是风速低,而是该弯头曲率半径<3D(管径的3倍),气流离心力把粉甩向内壁,又因胚芽粉含油易黏附,越积越厚;对策就一条:换R=5D渐变弯头+内壁做PTFE涂层,现场4小时可换完。“过滤器糊死”?大概率是前端筛分没拦住超细粉,或CIP清洗周期设成72小时,实际60小时滤筒阻力已超阈值;对策是联动振动筛电流信号——筛效下降5%自动缩短清洗间隔,并触发远程运维平台推送预警。至于“喂料口架桥”,90%出在吨袋拆包机出料阀与文丘里入口之间那段垂直过渡段,湿度稍高就板结;高服直接把这段改成带微量流化气吹扫的夹层结构,用0.8bar压缩空气“隔三差五挠痒痒”,架桥率归零。
最后是预防性维护怎么真正落地。别再靠老师傅“听泵声辨健康”了,现在是振动+温度+电流三源信号喂给一个轻量化健康评估模型——泵轴承微裂纹刚萌芽,振动频谱里0.8倍频就开始冒头;电机绕组局部过热,电流谐波畸变率会提前两小时异动;这些信号汇入OEE看板,不是只算“时间开动率”,而是拆解成“性能率损失在哪一段”“质量率损耗是否关联某次压降突变”。发现某台泵OEE连续三天掉0.5%,系统自动推送诊断报告+备件清单+标准维修SOP视频链接,维修工扫码就能看“这个法兰垫片必须用氟橡胶,普通丁腈撑不过48小时”。这才是数字化,不是屏幕上多几个彩色圆饼,而是让经验沉淀成算法,让故障闭环成习惯。
新乡市高服机械股份有限公司专注物料处理40年,这套监测与反哺机制,不是纸上谈兵,而是嵌在他们交付的每一台胚芽粉真空输送系统里的“免疫系统”——它不阻止所有问题发生,但它确保每个问题都成为下一次更稳的起点。