

你有没有见过这样的产线:早上八点刚开机,工人扛着一袋25公斤的面粉往投料口倒,倒完擦把汗,转身又去拆下一包;十点左右,质检员过来巡检,发现第三批次的配料记录里缺了两分钟的操作签字——不是忘了写,是当时正蹲在地上接粉,手腾不出来。
这不是段子,是新乡不少食品厂、调味品车间每天都在发生的“上料日常”。人工上料看着简单,干起来全是细节里的坑:袋子没拆利索,结块卡在进料口,整条线等三分钟;老师傅请假两天,新员工调不好振动给料器,配比偏差0.8%,一车馍干全返工;更别提夏天穿连体工装在粉仓旁站八小时,口罩换三副,下班时鼻孔里还是白的。
说到底,上料不是“能不能干”,而是“值不值得一直这么干”。新乡市高服机械股份有限公司专注物料处理40年,见过太多客户一开始说“我们人够用”,直到连续三个月因上料延误被下游催货单追着跑,才意识到:所谓“人工灵活”,很多时候只是把问题从设备端转移到了人身上——而人的疲劳、情绪、经验断层,恰恰是最难标准化的部分。
所以回到最朴素的问题:上料系统是否有必要?答案不在参数表里,而在你车间地板上那几道被吨袋磨浅的划痕里,在交接班记录本上越来越频繁的“投料异常”备注里,也在最近一次客户验厂时,审核员盯着你手动称重台账皱起的眉头里。
上料系统是否有必要?——投资回报不是“要不要”,而是“何时投、投多大”
很多人一提自动化,脑子里先蹦出个问号:这玩意儿真能回本吗?其实问题本身就有偏差。就像没人会问“电灯有没有必要”,而是琢磨“这间车间该装几盏、瓦数怎么配、什么时候换LED更划算”。上料系统也一样,它早不是“要不要上”的哲学题,而是“哪条线先上、上到什么程度、明年扩产时怎么预留接口”的实操题。
我们帮客户算过太多笔账:一台自动上投料系统,前期投入看着不小,但拉长到三年看,省下的不只是搬运工的工资。比如某馍干厂改用高服的吨袋拆包+气力输送组合后,单班减少2名上料工,年省人力成本18万;更关键的是换型时间从42分钟压到9分钟,每天多挤出1.3小时有效产能——这部分没进财务报表,但订单旺季时,它直接转化成了没被拒掉的三车货。不良率还顺带降了0.35%,别小看这零点几个百分点,按他们年产2万吨算,一年少报废60多吨成品,够塞满半辆重型卡车。
当然,ROI不是刻在石头上的数字。订单忽高忽低的客户,得看波峰持续时间够不够覆盖回收期;做短生命周期新品的团队,可能更适合先上模块化的小料配料系统,配个动态校准的失重秤,试产阶段数据跑稳了,再往中央厨房供粉系统里并网;而日均两班倒、设备常年满负荷的烘焙厂,往往6个月就能摸到盈亏平衡线——因为停机一分钟,损失的不只是电费,还有正在发酵的面团和排着队的冷链车。
这里得提一句实在话:不是所有厂都适合一步到位上全套。见过有客户咬牙上了全自动立体供料线,结果半年后发现70%的SKU是季节性产品,设备闲着比干活多。后来换成高服的柔性方案:视觉引导振动盘搭协作机器人,换品种时扫码调参数,老电工花半天就学会日常维护。既避开“过度自动化”带来的沉没成本,又把人工失误率从5.2%压到0.4%。说白了,自动化不是买装备,是买确定性——而确定性,从来都是按需定制的。
上料系统是否有必要?——选型决策链:匹配真实需求,而非技术参数堆砌
很多人翻产品手册时,第一眼盯的是“最大上料速度120次/分钟”“定位精度±0.05mm”“支持PLC/Modbus/Profinet三协议”……然后默默合上,心里嘀咕:我们产线连个气动阀都常漏气,这参数再漂亮,能当饭吃吗?
其实,上料系统不是参数竞赛,而是一场“对症下药”的问诊过程。参数是说明书,需求才是病历本。新乡市高服机械股份有限公司专注物料处理40年,见过太多客户拿着别家的方案来比“谁的输送风速更高”,结果装完才发现——粉料结块堵管,是因为没配智能粉仓的流化功能;称不准,是因为微量喂料系统没匹配现场振动环境;更别说CIP清洗接口没预留,后期想做食品级合规改造,得把整段管道刨开重铺。说白了,参数堆得再高,不贴着你的料、你的机、你的人走,就是一张华而不实的体检报告。
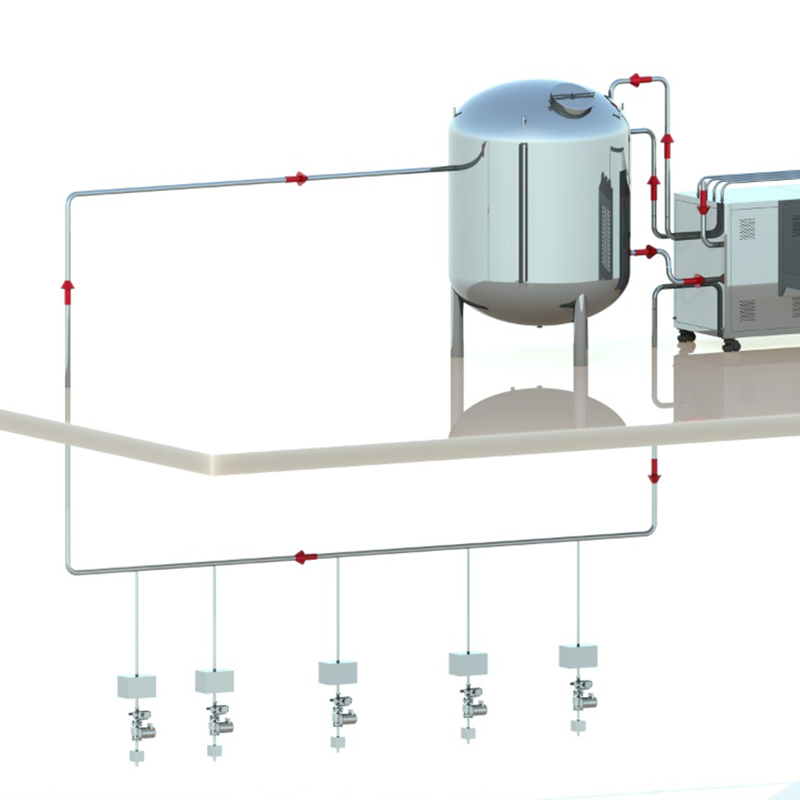
那怎么才算“对症”?先看3.1里的适用场景图谱:高危物料(比如带静电的金属粉末、易燃调味香精)、微小件(直径不到2mm的饼干模具定位销)、或者24小时连轴转的中央厨房供粉系统——这些场景,“有必要”不是选项,而是生存刚需。某预拌粉企业原先用人工拆吨袋+手推车运粉,粉尘浓度常年超标,安监一来就停产整改;上了高服的吨袋拆包机+防爆气力输送+粉尘防爆系统后,不仅通过了ISO 22000现场审核,连车间墙面的积粉都少了——工人不再每天下班像刚从面粉厂打完雪仗回来。这不是升级设备,是把“人围着机器转”的旧逻辑,换成“机器围着工艺稳”。
再看3.2这“选型核心三问”,它比任何技术白皮书都管用:
第一问物料特性——你上的是酥脆的蛋卷碎还是黏糊的芝麻酱?前者怕摔,得用缓降式上投料系统;后者怕挂壁,得配刮板+温控的流体输送系统;
第二问工艺约束——隔壁灌装机节拍是每分钟60罐,你上料单元卡在45次/分钟,再准也没用;对接的是老式双螺杆 mixer 还是新上的MES系统?接口不兼容,数据再漂亮也进不了中控屏;
第三问运维能力——厂里电工最熟的是继电器控制,突然塞给他一套带AI能效管理的远程运维平台,不如先配个带本地HMI+故障代码提示的计量称重系统,让他从“看懂报警灯”开始上手。高服不少客户就是这么走过来的:先上失重秤+动态校准模块,数据跑顺了,再接MES;等PLC工程师能自己调喂料曲线了,才把供水系统、供油系统一块并网。不赶进度,但每一步都踩得实。
最后是3.3这条实施路径建议,本质是帮老板和工程师卸下心理包袱:不用一次性押上全部身家赌一把。比如某烘焙厂想试水自动化,高服没直接推整线方案,而是先在一条蛋黄酥成型线旁装了个单工位智能上料单元——含视觉识别+伺服抓取+小料配料系统联动。运行三个月,OEE从78%提到89%,换模时间砍掉一半,最关键的是,维修班第一次独立处理了三次传感器误触发,没打电话求支援。数据有了,信心有了,人也练出来了,后面三条线的模块化复制,连设计周期都压缩了40%。
所以啊,“有没有必要”这个问题,到最后根本不是技术问题,而是你愿不愿意让系统先学会听懂你的产线语言——而不是逼着你的产线,去背诵它的技术词典。