

送料系统值不值得做?——先算清这笔经济账
别急着拍板上设备,也别一听说“自动化”就热血上头。咱们先把计算器掏出来,泡杯茶,心平气和地算笔实在账:这送料系统,到底是省钱的帮手,还是压在车间角落吃电费的“新摆设”?
很多人第一反应是看报价——“七八十万?太贵了!”但真正在产线上跑三年后才发现,光是夜班补贴+搬运工工伤理赔+每天两小时等料停机,一年就悄悄吃掉三十多万。更别说老师傅腰伤了、新人总把料放歪导致首件报废——这些成本,会计科目里没名字,但老板的眉头天天在记账。
那怎么科学算?重点盯三个数:一是回收周期,不是看设备买来多久回本,而是看“从第一条合格产品下线起,多久能把多花的钱赚回来”;二是单位产能降本额,比如原来每吨产品人工送料成本8.2元,上系统后压到1.6元,差价就是实打实的利润;三是故障停机成本节约——某汽配厂算过一笔账:冲压线每停一分钟,损失3200元,而老式手动上料平均每天因疲劳/误操作导致3.7次微停机,一年下来,光这一项就值回大半设备投资。
再来看人工vs自动的全生命周期账。表面看,一个普工月薪6000元,五险一金加培训、夜班费、离职补损,企业实际年成本接近10万元;而一个熟练工三年内流动率超65%,招人、试岗、带教,平均每次换人成本约1.8万元。更关键的是,人工送料在粉尘大、温度高、节奏快的环境里,工伤概率不是“会不会”,而是“什么时候”。有家食品厂上了自动供粉系统后,三年没再发生一起粉尘吸入相关职业病申报——这笔隐性合规成本,审计查不到,但药监飞检时,它真能救命。
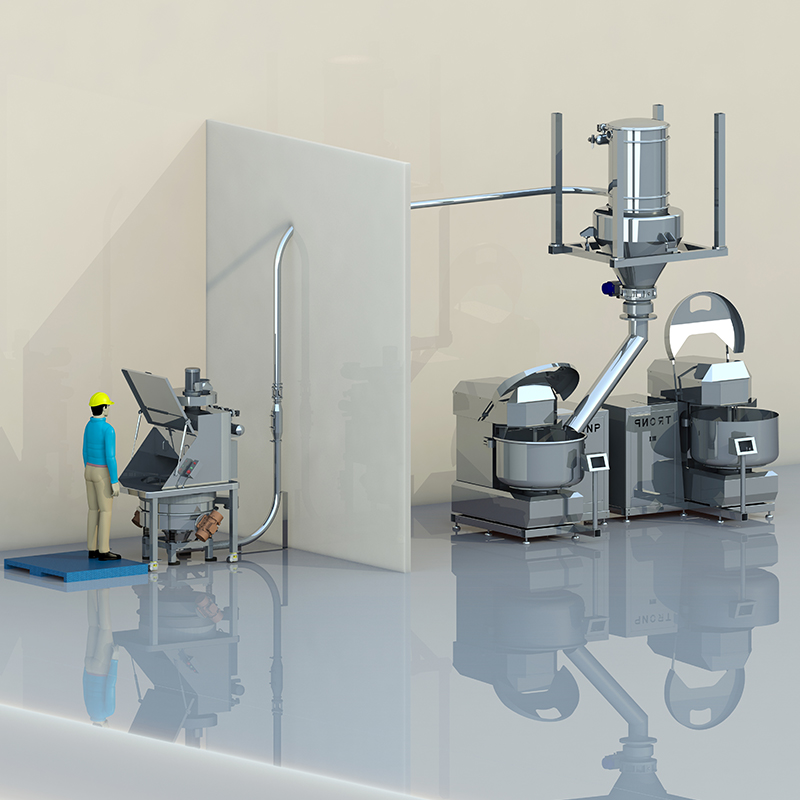
新乡市高服机械股份有限公司专注物料处理40年,提供原料处理全流程解决方案,自动供料系统、供粉系统、气力输送系统、计量称重系统、配料系统、小料配料系统、供水系统、供油系统、流体输送系统、中央厨房供粉系统、输送粉系统、上投料系统等一站式解决方案;食品行业供料系统主要有:糕点供料系统、饼干供粉系统、小食品面粉供料系统、馍干输粉配料系统、调味品配料系统、烘焙供料系统、面点供粉系统、预拌粉供料系统、食品原料输送供料系统、供水系统、供油系统等。他们帮不少客户把“算不清的账”变成了“看得见的数”——比如某膨化食品厂,原先6条产线配14个投料工,改用智能粉仓+失重秤+气力输送后,减员9人,年省人力成本76万,加上CIP清洗减少批次污染带来的损耗下降,14个月就收回全部投入。
说到底,送料系统不是买个机器,是买一套“确定性”:确定料能准时到、定量准、不混批、不扬尘、不伤人。这笔账,不能只算采购价,得把工资条、维修单、质检报告、工伤记录、甚至招聘网站上的岗位刷新频率,全都摊开来看。
值不值得做的深层判断:哪些企业“不做反而亏”,哪些“做了也难见效”?
有时候,最贵的不是上系统,而是“硬扛着不上”。就像夏天舍不得装空调,结果员工中暑请假、产线断节、客户投诉——账面上没花钱,但利润早被热浪悄悄蒸干了。反过来,也有老板兴致勃勃上了全自动送料线,半年后发现设备常闲着、工人还在旁边手动补料、维修频次比以前还高……不是技术不行,是这事儿压根儿没长在它的“适配土壤”里。
先说哪类企业“不做反而亏”。典型画像有三类:一是多品种、小批量、换型像换衣服一样勤快的厂子——比如做定制五金的,今天切薄板,明天冲厚件,后天还要换模具配激光头。人工上料每次调夹具、对位置、试压力,光换型就耗47分钟;而一套带视觉定位+伺服微调的自动供料系统,能把这个时间压到90秒以内。某郑州钣金厂算过:他们每月换型216次,一年光靠压缩换型时间,就多挤出1300小时有效产能,相当于白捡半条产线。二是劳动强度大、招人难、留人更难的场景,像高温铸造、重载冲压、粉尘弥漫的粉体车间——不是工人不想干,是干满三年腰椎间盘都替你申报工伤了。新乡市高服机械股份有限公司给一家馍干生产企业做的输粉配料系统,直接把吨袋拆包、气力输送、智能粉仓、微量喂料全串起来,原来8个投料工轮班扛面袋、筛杂质、手摇计量,现在2个人巡检+看屏,三年没招新投料工,流动率从82%降到9%。三是安全合规压力肉眼可见的行业,比如涉爆粉尘(面粉、奶粉、金属粉)、密闭空间作业、或药监/食安飞检高频区——这时候,防爆设计、CIP清洗接口、粉尘防爆系统不是加分项,是入场券。不做?罚单和停产通知可能比设备报价来得更快。
再看“做了也难见效”的预警信号,也得拎得清。第一是订单像坐过山车,今天爆单加夜班,明天停线晒太阳,且毫无规律可言——自动送料系统吃的是“稳定节奏”,不是“应急救火”。它需要连续运行才能摊薄折旧、发挥效率,三天两头停机暖机、清管、调参数,反而比人工更折腾。第二是设备太“老”,老到PLC连网口都没有,电柜里继电器比芯片多,通讯协议还是上世纪的硬接线逻辑——不是不能改,是改完等于重做半条线,TCO(总拥有成本)直接翻倍。第三是现场连5S都难落地:地面积水油污、管线乱拉、物料随意堆放、操作习惯五花八门……这种环境下上智能系统,就像给拖拉机装自动驾驶——传感器天天误报,系统频繁报警,最后工人一拍急停按钮,又回到手动作业。高服机械的工程师常提醒客户一句话:“系统可以教机器怎么走,但教不了人怎么站。”标准化、目视化、基础管理,才是自动化真正的地基。
所以,“值不值得做”的终极答案,不在报价单上,而在车间的地面上、排班表里、质检报告的不合格项里、还有HR发来的最新离职原因统计中。它不是一道是非题,而是一张动态匹配图:你的工艺节奏、人员结构、设备现状、管理水位,得跟系统的“脾气”对得上。对不上?不是系统不好,是你还没到“该上”的那个节气。
不只是“值不值得做”,更是“怎么做得值”——规避常见落地陷阱的决策路径
很多人把送料系统当成一道单选题:上,还是不上?其实真到了落地环节,才发现它更像一道多步骤应用题——选错模块,整道题就偏了;漏算隐性成本,答案看着漂亮,实际一算亏在第三年;连数据接口都没留好,等想接MES的时候,发现得把电柜拆了重布线……说白了,“值不值得做”只是动笔前的审题,而“怎么做得值”,才是真正拉开差距的解题过程。
先说选型这关,最常踩的坑不是钱花多了,而是钱花“歪”了。比如一听说“定制化=高级”,立马签单让厂家从零画图、开模、写逻辑——结果交付拖半年,调试改三轮,后期想加个扫码功能,得重新烧PLC固件。反观模块化设计,像新乡市高服机械股份有限公司的供粉系统,吨袋拆包机、气力输送管道、智能粉仓、失重秤、微量喂料模块,都是标准化接口+参数化配置。客户要换一种粉体?调下风速和补料阈值就行;要扩产?直接并联一套输送单元,不用推倒重来。再比气动、伺服和机械手三种主流方案:气动便宜、维护简单,但精度和响应慢,适合面粉、糖粉这类对落料位置不敏感的场景;伺服定位准、节拍稳,适合烘焙预拌粉、调味品小料这类需精准配比的工况;机械手灵活度高,可兼容多种包型,但TCO里藏着大头——不只是设备贵,还有编程培训、夹具开发、故障诊断门槛。高服做过一组对比:某饼干厂原用气动上料,换型时总卡袋口,返工率3.7%;换成带视觉引导的伺服供粉系统后,不仅卡袋归零,连面糊稠度波动都同步收窄——因为喂料节奏稳了,搅拌工况也跟着稳了。这笔账,光看设备差价算不出来,得算进合格率、能耗波动、甚至工艺参数的重复性里。
再说那些“看不见但特别咬人”的价值,往往决定系统三年后是资产还是累赘。比如质量一致性——人工投料手抖一下、袋子没抖净、称重前多按两秒去皮键,这些微小偏差单独看没事,叠在一起就是批次间颜色差一度、酥脆度差0.8秒、膨化率差2.3%。而一套带动态校准技术的计量称重系统,每5分钟自动跑一次零点漂移补偿,配合失重秤的实时流量闭环,能把投料误差长期控在±0.15%以内。这不是炫技,是让QC抽检从“挑毛病”变成“验结果”。再比如换型时间压缩,表面看是SMED(快速换模)的事,实则考验送料系统跟产线的“默契度”:模具一换,供料管路是否自动切换路径?新配方下发,微量喂料系统能否同步加载参数?高服给一家中央厨房做的供粉系统,就预留了16组配方通道+OPC UA标准接口,换产指令从MES下来,32秒内完成全部粉仓切换、计量标定、流速重置——这32秒省下来的,不是时间本身,而是换型过程中那批“过渡料”的报废成本。最后是数据采集能力。很多老板觉得“能送到位就行”,结果两年后想搞AI能效管理,发现输送风压、瞬时流量、电机温升全没记录;想上远程运维平台,才发现PLC连Modbus TCP都不支持。而高服的系统从设计之初就把传感器布点、边缘计算节点、协议兼容性当标配——不是为今天用,是为你明天升级留条不拆墙的门。
所以,“做得值”的核心,从来不是堆配置、拼参数,而是让系统长在你的节奏里:产线换型快,它就跟得上;工艺要稳,它就压得住波动;管理想升级,它就托得住底。它不替代人,但让人从“盯异常”变成“调策略”;它不承诺万能,但拒绝成为下一个被闲置的“智能摆设”。毕竟,自动化真正的终点,不是机器多聪明,而是你每天走进车间时,心里少一句“今天又出啥问题”,多一句“今天数据跑得挺顺”。