

面粉供料系统整厂规划这事,听起来像在下棋——落子之前得想三步:这盘棋要赢什么?边界在哪?哪些地方不能越线?
核心目标其实就一句话:让面粉从进厂那一刻起,不卡、不等、不混、不撒、不喘粗气。不是堆设备,而是搭节奏;不是拼速度,而是保稳态。新乡市高服机械股份有限公司专注物料处理40年,见过太多面粉厂前期图纸画得漂亮,投产后天天修输送管、调失重秤、擦交叉污染的痕迹——问题往往出在“目标没钉死,边界没划清”。
系统边界怎么划?不是拿尺子量厂房,而是用逻辑划责任田。比如筒仓群的出料口标高,决定你用气力还是埋刮板;研磨机进料口的位置和波动特性,倒逼你配缓冲仓还是直供;而配粉工段要不要在线掺混小料,又牵扯到是否提前预留微量喂料系统接口。这些不是后期“加个法兰”就能解决的,是规划第一天就得坐在一起拍板的事。
所以整厂规划的第一课,不是选设备,而是定规矩:谁跟谁接、数据传给谁、异常谁兜底、清洗谁负责。高服提供的原料处理全流程解决方案里,自动供料系统、气力输送系统、计量称重系统、配料系统、小料配料系统、CIP清洗兼容设计,全是在这套边界逻辑里长出来的——不是拼凑,是共生。
面粉供料系统整厂规划里,选型这事儿最像买菜:不是看着哪个设备参数漂亮就往购物车里扔,而是得掂量它跟隔壁的米、灶台的高度、自家锅的脾气合不合。一不留神,气力输送配了个不抗潮的小麦,斗提机卡在湿度高的梅雨天,或者失重秤刚调好,上游卸料阀一抖,整个流量曲线就跳起踢踏舞——节奏乱了,后面全跟着遭殃。
先说大方向怎么定:气力输送和机械输送(比如埋刮板、斗提、螺旋)不是非此即彼的单选题,而是得翻着工况“菜谱”来配。小麦品种偏硬?水分低于12.5%?日处理300吨以上?厂房层高又紧张?那气力输送大概率是优等生——管道灵活、占地小、密闭防尘好,配上高服的智能粉仓和防爆设计,连粉尘防爆系统都能一块儿顺手安排上。但要是原料含杂多、粒度不均,或者老厂房改造层高只有6米,斗提或埋刮板反而更扛造、更省电、维护也更接地气。关键不在“先进”,而在“不扯后腿”。
再往下拆,设备之间根本不是独立上岗,而是一条咬合紧密的传动链:仓底卸料阀开多大、开多快,直接决定下游计量喂料器能不能吃得稳;喂料器吐出的料流如果忽大忽小,气力输送主干管就容易堵,分流分配器分出来的每一路流量也就飘;而到了研磨机入口,缓冲装置要是没留够余量,一个瞬时波动就能让头道磨辊“饿肚子”或“吃撑”。高服做这类协同选型,从来不是单独报一台失重秤或一台吨袋拆包机,而是拉通看——比如用动态校准技术稳住喂料精度,用微量喂料系统接小料配料,再靠CIP清洗预埋管路为日后换产留退路,整套逻辑是环环扣住的。
最后说控制层怎么“嵌”进规划里,而不是后期“贴膏药”。真正的智能,不是屏幕上多几个动画按钮,而是OPC UA接口从图纸阶段就定好位置:哪几个点要实时传给MES做批次溯源(比如某批小麦从哪个筒仓出、经哪条管线、计量误差是否超阈值);哪些信号要进DCS触发闭环调节(比如研磨机负荷上升15%,供料流量自动上调8%);甚至堵料预测的传感器装在哪一段弯管、数据走哪条冗余通道,都得在三维布局图上标清楚。高服的数字化服务——MES系统集成、AI能效管理、远程运维平台——不是交付时才上线的功能模块,而是从第一版工艺流程图里就埋下的伏笔。选型不是终点,是整厂节奏真正开始呼吸的第一口空气。
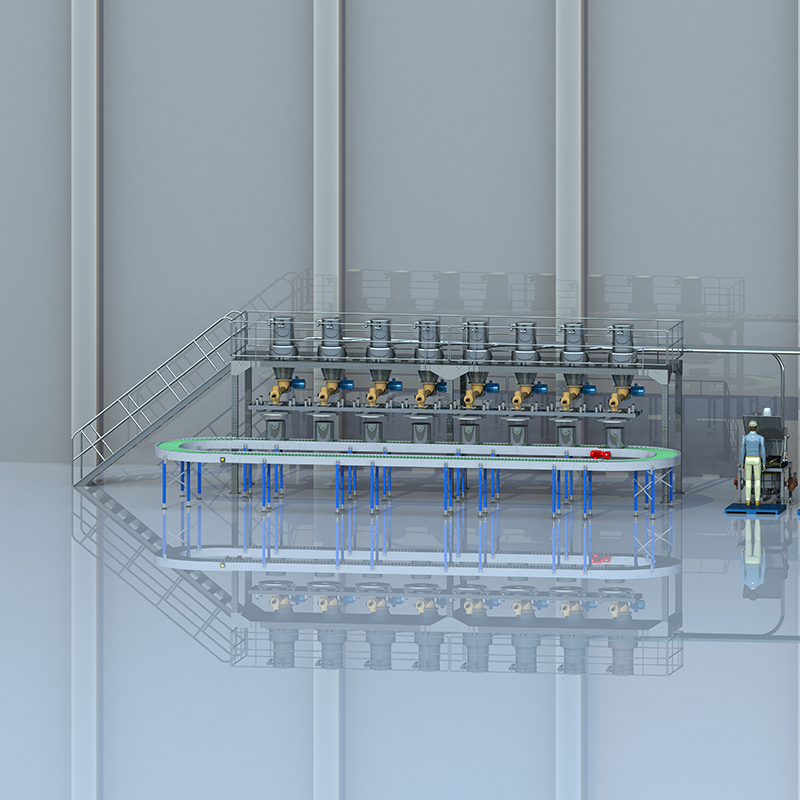
三维协同布局这事,听起来像在搭乐高,但实际更像给面粉厂做一场精密的“空间交响排练”——仓储、供料、研磨三个声部得在同一张乐谱上,一个在楼上,一个在楼下,一个在拐角,还都得踩准节拍,不能抢拍,也不能拖拍。
先说空间协同。很多厂子一上来就盯着“我要几台磨粉机”,结果筒仓盖好了才发现:提升机够不着研磨机进料口,或者斗提机刚装完,振动直接传到隔壁配粉控制室,屏幕跟着一起抖。BIM不是拿来炫技的模型软件,而是提前把厂房从地基到屋面“扒光了看”的透视镜。高服做整厂规划时,第一件事就是把筒仓群的出料口标高、提升段预留高度、研磨机进料法兰中心线位置全拉进同一个坐标系里对齐;连减振垫该垫多厚、支座要不要加阻尼,都算进结构荷载里。这不是过度设计,是避免投产后用橡胶垫+木楔+铁皮补救的尴尬现场——毕竟面粉不等人,设备可不惯着“将就”。
工艺协同更考验节奏感。头道研磨吃的是“硬菜”,来料猛、流量大;渣磨回路却像慢炖锅,反馈延迟常有3–5分钟。如果供料系统只会按预设曲线匀速送料,那头道一冲高,渣磨还没反应过来,物料就在筛理段堆成小山;等渣磨终于跟上,头道又歇了,整个系统开始“呼吸式波动”。高服的解法是把研磨负荷信号反向接入供料控制系统,用AI能效管理模块做短时预测——不是等堵了再调,而是在渣磨电流曲线刚抬头时,就微调上游失重秤的给料斜率。这背后靠的不是玄学,是动态校准技术打底的计量稳定性,加上微量喂料系统对小流量段的精准把持,让整条线真正学会“喘气”。
最后是扩展协同,说白了就是给未来留扇没上锁的门。今天做通用粉,明天接订单要转产强化粉,后天客户突然要加全麦粉(带麸皮那种),系统不能当场“死机”。高服在图纸阶段就预埋三样东西:一是多原料仓接入接口,不光留法兰,连气源压力等级、CIP清洗管路坡度、防爆区域划分都同步考虑;二是变频计量模块冗余15%功率余量,不是为现在用,是为以后换更大产能或加功能留余地;三是CIP清洗管路全程预埋、带快接卡箍,不用拆管道、不焊新口,换产清洗两小时搞定。柔性不是靠临时改PLC程序,而是当年画图时,就把“变”字刻进了钢筋和管线走向里。