

面粉气力输送系统不是把面粉“吹”过去就完事了——它得吹得干净、吹得安全、吹得让人放心,连隔壁做蛋糕的老王看了都想抄笔记。
新乡市高服机械股份有限公司专注物料处理40年,光是面粉这类精细粉体的气力输送,就打磨出一整套能落地、能过审、能连续跑三年不拆机的真功夫。他们家的面粉气力输送系统全套方案,不是东拼西凑的模块堆砌,而是从第一粒面粉进厂,到最后一步精准落料,全程闭环设计的“面粉专列”。
先说骨架:系统架构不是工程师拍脑袋定的,而是被食品厂的实际需求一根根“逼”出来的。GMP合规?那是底线,不是加分项;防爆等级必须对标ATEX或IECEx?因为面粉粉尘在特定浓度下真能“嘭”一下;无菌、无交叉污染?不是怕面里混进芝麻,是怕上一批的坚果粉悄悄溜进下一批的低敏配方里。所以管道内壁光洁度Ra≤0.8μm,所有焊缝内抛光,死角归零——不是为了好看,是为了一洗就净、一检就过。
再看逻辑:密相还是稀相?正压还是负压?这不是选“爱喝冰美式还是热拿铁”,而是要看你产线怎么走、投料点几处、末端要不要分装到五个不同料仓。比如中央厨房供粉系统常选密相+正压,推得稳、耗气少、磨损低;而小料配料系统可能用稀相+负压,吸得准、响应快、适合短距离多点取料。至于柔性路径规划?弯头不硬拐,爬升有缓冲,分支带气动阀锁死流路——面粉不讲感情,但系统得懂它的脾气。
最后是那些藏在背后的“守门人”:旋风+滤筒双级除尘,不是为了省滤芯钱,是确保排气含尘量<1mg/m³,直接排车间也不违规;氮气惰化模块不常开,但一旦检测到氧浓度异常,3秒内自动切入,把爆炸风险按在摇篮里;在线CIP回路用的是食品级隔膜阀和卫生级卡箍管件,酸碱清洗程序可存档、可回溯、可导出给审计老师看;而那一圈传感器——压力、温度、瞬时流量、堵料预警、甚至金属异物探测——不是摆设,它们连着远程运维平台,哪根管道打了个喷嚏,中控室都知道是左边第三个弯头在闹情绪。
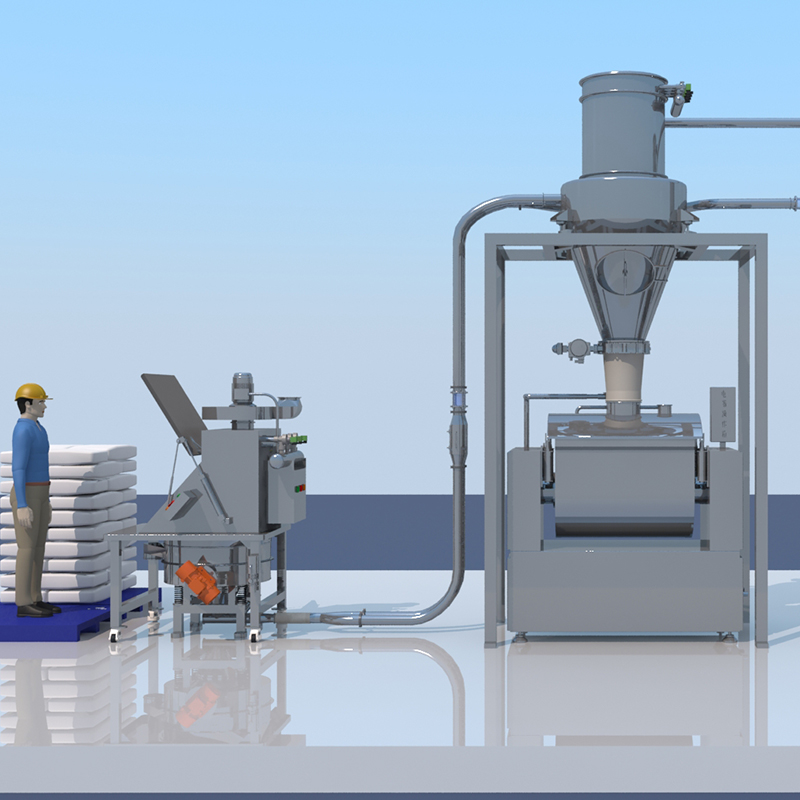
这套系统背后站着的,是四十年没换过赛道的专注:自动供料系统、供粉系统、气力输送系统、计量称重系统、小料配料系统……全链条自己配齐,不靠拼单、不甩锅给分包商。粉体处理有吨袋拆包机打头阵,智能粉仓压阵;计量靠失重秤+动态校准技术,克级误差都不放过;安全环保直接拉满:防爆设计是标配,CIP清洗是日常,粉尘防爆系统是24小时值班保安。再加上MES系统集成、AI能效管理这些数字化服务,面粉还没进搅拌缸,数据已经跑完了半条供应链。
选型计算这事,听起来像在实验室里调咖啡浓度——风速高了,面粉被吹成雾;低了,它直接躺平不走了。但现实哪有那么诗意?面粉真要堵在管道里,轻则停机清管两小时,重则引发连锁报警,连带隔壁和面间的温控都得跟着做压力测试。
新乡市高服机械股份有限公司干这活儿40年,早就不靠“差不多”“凭经验”吃饭了。他们手里攥着的不是几张Excel表格,而是一套面粉物性数据库:D50多少微米、D90卡在哪、堆积密度实测值、休止角几度、静电荷积不积……这些数据不是拿来贴墙当装饰的,而是直接喂进Umin(最小输送风速)模型里跑结果。比如某款预拌粉D50=42μm、休止角38°、易带静电——那它的临界风速就得比普通小麦粉高12%以上,否则弯头一拐,粉就堆在内壁上开始“静坐示威”。
风量、风速、压损这三兄弟,从来不是单打独斗。光算直管段?等于只看菜单没尝菜。高服的工程师会把整条管线拆成“直管+弯头+变径+垂直提升+三通分流”若干段,一段一段套Darcy-Weisbach修正公式,再叠加上Rizk模型对密相流的颗粒加速段补偿、Zenz模型对稀相悬浮段的阻力修正。为什么这么较真?因为一个90°弯头带来的压损,可能顶得上3米直管;而一段6米高的垂直爬升,若风速没留够余量,面粉上去一半就滑回来——不是气不够,是动能算漏了。
所以他们的安全冗余从不写在PPT里,而是刻进设计逻辑:风速裕度≥15%,不是为了“以防万一”,是为应对夏季车间湿度上升导致粉体结团、或新批次原料粒径微调这类真实变量;系统泄漏率死卡≤0.5%/min,因为GB 15577和EN 15058都盯着这个数——漏多了,防爆等级再高也是纸糊的;瞬态堵管响应时间压到≤200ms,靠的不是传感器快,而是从压力突变识别、到气路切断、再到旁通泄压的整套控制链全在PLC底层硬编码实现。说白了,面粉可以慢,系统不能卡,更不能等。
这套算法背后,是四十年没断过的现场反馈闭环:今天某饼干厂反馈弯头积料,明天模型里就加一条“曲率半径<5D时风速补偿系数+8%”;上周某中央厨房供粉系统在CIP后首次启机稍有波动,下周仿真参数表里就多了一行“润湿膜效应对初始流态的影响权重”。粉体处理、计量、安全环保、数字化服务——所有模块不是并列关系,而是咬合传动的齿轮。失重秤的动态校准数据会反哺风量模型迭代,CIP清洗记录能优化管道内壁粗糙度取值,连远程运维平台里每台风机的实时能效曲线,都在悄悄修正下一套方案的初始风速推荐值。
方案验证这事,很多人以为就是画完图、签完字、设备进场——然后祈祷它别出岔子。但面粉这玩意儿可不讲人情:仿真里看着风走得好好的,现场一开机,弯头处“噗”一声闷响,粉就堆成小山包;冷态试验台测得再稳,真接上烘烤线的高温环境,管道内壁结露+粉体吸潮,第二天堵得比早高峰地铁还严实。
新乡市高服机械股份有限公司干了40年物料处理,早就不信“应该没问题”这种话。他们的方案验证是双保险套娃式闭环:先让ANSYS Fluent和DEM颗粒动力学在电脑里打一架——不是简单跑个流场云图,而是把每一粒面粉当独立个体,算它怎么撞弯头、怎么翻滚、怎么在气流减速区抱团躺平;再拉到1:1冷态试验台实操,连粉尘浓度传感器和火花探测器都提前装好,真模拟出“局部浓度超限→电火花引燃→惰化系统0.8秒内氮气注入”这一整条链路。这不是炫技,是给客户省下一次停产整改的3天时间和两万块防爆改造预算。
GMP文件体系也不是拿来应付审计的“精装PPT合集”。从最开始的URS(用户需求说明),高服会蹲在客户配料间里看老师傅怎么手动投料、记下他抱怨“每次换品种都要拆三遍软管”,再把这句话原封不动写进FS功能规格里;DS设计规格里,每个卫生级快装卡箍的材质证书编号、每段CIP回路的坡度值(必须≥1.5%确保自排净)、甚至PLC里电子签名的加密逻辑,全都对标FDA 21 CFR Part 11——不是为过审而做,是让三年后审计老师翻记录时,能顺着一条批号查到某次清洗的温度曲线、操作员指纹、以及当时风机变频器的瞬时电流波动。
说到运维,他们连“远程喊师傅来修”都觉得太慢。数字孪生平台里,每台旋转阀的轴承振动频谱、每组滤筒的压差衰减斜率,全在后台自动建模;系统发现过滤器压差上升速率连续3小时偏离基线12%,就自动推送“建议72小时内安排CIP+目视检查密封圈”的工单,而不是等报警灯亮了才弹窗。防爆区域的健康看板更实在:Zone 21里的电机表面温度、接线盒密封状态、氮气惰化压力波动,实时叠在车间三维地图上,红黄绿三色直给——不是让你猜“可能有点问题”,是告诉你“B区3号提升机旁的气动蝶阀密封圈微渗,建议本班次结束前更换”。
说到底,面粉气力输送系统不是装完就甩手的工程,而是一条从图纸呼吸、在车间落地、靠数据长大的活物。高服的全流程解决方案里,自动供料系统、供粉系统、气力输送系统、计量称重系统、配料系统、小料配料系统、供水系统、供油系统、流体输送系统、中央厨房供粉系统、输送粉系统、上投料系统,从来不是拼凑的模块,而是同一套神经系统的不同触角。粉体处理靠吨袋拆包机+气力输送+智能粉仓打通首道关,计量靠失重秤+微量喂料+动态校准守住精度命门,安全环保用防爆设计+CIP清洗+粉尘防爆系统兜住底线,数字化服务则通过MES集成+AI能效管理+远程运维平台,把整条产线变成会学习、能预警、懂节拍的“老伙计”。