

咱们先别急着聊设备参数和PLC编程,坐下来喝口茶,想想一个再实在不过的问题:以前车间里老师傅扛着50斤面粉袋往搅拌缸里倒,一上午跑二十趟,裤腰带勒进肉里;现在呢?按个按钮,粉就自己“走”过去了,连人影都不用见。这背后,可不是简单地把“人换成了机器”,而是整个供料逻辑彻底翻了个儿。
传统人工供料,说白了就是“看人下菜碟”——靠经验、凭手感、拼体力。今天师傅状态好,倒得匀;明天腰疼,手一抖,多加半勺糖,蛋糕就发苦。它本质是间歇性的:停、等、搬、倒、擦汗、再等……中间全是断点。而自动化供料系统干的是“流水线上的呼吸”——不喘气、不请假、不抱怨,原料像被设定好节奏的溪水,稳稳流进下一道工序。这不是快慢的问题,是“能不能持续在线”的问题。程序化执行不是冷冰冰的代码,而是把老师傅三十年的手感,拆解成可复制、可校准、可复盘的一套动作逻辑。
新乡市高服机械股份有限公司专注物料处理40年,提供原料处理全流程解决方案,自动供料系统、供粉系统、气力输送系统、计量称重系统、配料系统、小料配料系统、供水系统、供油系统、流体输送系统、中央厨房供粉系统、输送粉系统、上投料系统等一站式解决方案;食品行业供料系统主要有:糕点供料系统、饼干供粉系统、小食品面粉供料系统、馍干输粉配料系统、调味品配料系统、烘焙供料系统、面点供粉系统、预拌粉供料系统、食品原料输送供料系统、供水系统、供油系统等。他们早就不满足于“把粉送过去”,而是琢磨怎么送得准、送得稳、送得干净、送得有数——比如用智能粉仓配合失重秤,让每克粉都算得清清楚楚;再比如防爆设计+CIP清洗,既保安全又省人工擦洗的功夫。说到底,自动化不是为了炫技,是把人从重复劳动里“松绑”,腾出手来干更值得干的事。
聊完“人 vs 机器”这层底色,咱们得往下扒一扒:自动化供料这盘菜,其实不是一道味儿——你去不同车间转一圈,看到的可能是嗡嗡震的振动盘、慢条斯理抓取零件的机械手、或者一根看不见的“气流管道”在墙角悄咪咪送粉。它们都在干同一件事:把料送到该去的地方,但走的路、穿的鞋、带的脾气,全不一样。
先说振动盘,老江湖了。结构简单得像小时候的八音盒——电机一抖,斜面盘子带着零件“爬楼梯”,靠轨道卡位、靠重力排队、靠节奏筛选。它最认“乖孩子”:小个头、对称、不脆、不粘、不怕磕——比如螺丝、垫片、糖粒、小饼干胚。可一旦遇上异形件、软包装、易划伤的铝壳,它就开始犯倔:调一次轨道要两小时,换一款零件得重新画图、打样、试跑;噪音大得像隔壁在装修,产线旁得贴耳塞;柔性?那得看它当天心情。
再看机械手+视觉/夹具这套组合拳,就属于“高配版管家”。它不靠惯性排队,而是先“看”——工业相机扫一眼来料姿态,AI算出怎么抓最稳;再“想”——PLC或边缘控制器实时调度,告诉机械手:“左边托盘第三格缺两颗,右边缓存区有余量,顺手捎过去”;最后“干”——换夹具、调路径、接MES工单,十分钟内切到新批次。汽车厂里那些曲轴、支架、传感器外壳,长得没一个重样,全靠它边看边学、边干边调。当然,代价是系统复杂点、工程师得懂点视觉算法、备件清单厚了一倍。
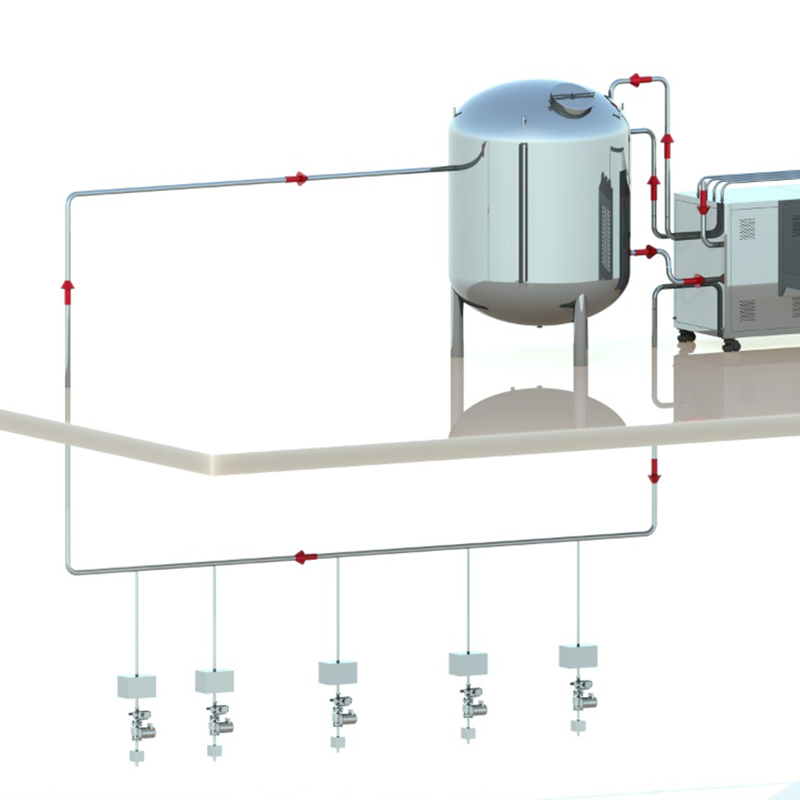
那有没有中间路线?有。比如新乡市高服机械股份有限公司在食品行业玩得挺溜的“气力输送+智能粉仓+失重秤”组合——不用振动盘震面粉(会结块、起尘),也不用机械手一颗颗抓麦芽糖(没必要还费电)。它让粉在管道里“坐气流专列”,到站即停、到量即断;失重秤动态校准,哪怕风压波动,克重误差也压在±0.3%以内;整套系统还能接入MES,哪一袋粉从哪个吨袋拆包、经哪条管线、配进哪批面团,扫码就能回溯。这不是拼配置,是按场景“配逻辑”。
所以别光听厂家说“我们有全套方案”,关键得问一句:你家的料,是喜欢被震着走、看着走,还是飘着走?
选型这事,真不是打开报价单勾个“高端款”就完事的。它更像给不同性格的人配眼镜——有人近视加散光还爱打篮球,有人老花加畏光只看报表,镜片材质、镀膜工艺、镜框弹性全得跟着场景走。自动化供料系统也一样:没有“最好”,只有“最不拖后腿”。
那怎么不拖后腿?先列一张清醒表:零件多大?什么材质?来了是躺着、站着还是歪着?产线一小时要出多少件?今天做饼干明天切馍干,换型是一天还是一小时?现有输送线是水泥地埋管还是不锈钢明槽?这些不是采购问句,是工程师蹲在产线边拿卷尺和秒表记下的实况笔记。比如某家烘焙厂想上自动供粉,图纸写“面粉粒径80目”,但现场一扒吨袋——受潮结块了,气力输送管道立马堵半截;又比如汽车零部件厂说“节拍30秒”,结果夹具一换,机械手得重新示教半小时,OEE直接掉五个点。所以3.1讲的“关键评估因子矩阵”,本质就是帮你在买之前,先替设备把工装、环境、人、节奏都过一遍脑。
再来看3.2的行业映射,其实挺有意思。电子厂车间安静得能听见电容贴片的声音,零件小到要用显微镜数引脚——振动盘在这儿就是顶流,调好了稳如泰山,十年不挪窝;汽车厂车间震得水杯晃,零件动辄十几公斤、曲面还带倒钩,这时候机械手+托盘柔性线才是扛把子,换型靠扫码,调度靠MES,连拧紧枪扭矩都能同步反馈;而医疗器械厂最绝——洁净室里连螺丝刀都要做离子处理,振动盘的金属摩擦粉尘?不行。他们往往用定制化低噪振动模块预定位,再由洁净级机械手完成最后一段无接触抓取,中间全程CIP可清洗设计,拆开冲水就能回用。你看,不是技术分高下,是场景定分工。
最后3.3提的AI自适应、数字孪生、AGV联动,听着像科幻预告片,其实已经在新乡市高服机械的项目里悄悄落地了。比如他们给一家中央厨房做的供粉系统,上线前先用数字孪生跑三个月虚拟产线:模拟早高峰面粉瞬时用量激增、下午设备温升导致气压波动、甚至保洁阿姨误碰阀门……所有异常提前喂给AI模型,等真机一开,失重秤自动补偿、气力风速动态调节、报警阈值实时漂移。再比如和RCS调度系统打通后,AGV运来空料袋的同时,吨袋拆包机已预热待命,拆完即输、输完即配、配完即混——物流和供料不再掐架,而是互相喊“我到了,你接住”。
所以回到开头那句:你家的料,喜欢被震着走、看着走,还是飘着走?答案不在参数表里,而在你昨天加班改的那版BOM清单里,在老师傅抱怨“这批次麦芽糖太黏”的那句牢骚里,更在质检员刚退回的那张偏差分析单上。选型不是终点,是第一次真正听懂产线说话的起点。