

咱们先聊点实在的——米粉真空输送系统,听起来挺高大上,其实说白了,就是用“吸”的方式把米粉从A地送到B地。但这个“吸”,可不是拿嘴嘬,而是靠真空泵在管道里造出负压,让空气带着米粉“乖乖飞进来”。尤其对米粉这种又软、又容易结团、还带点静电的小脾气物料,真空负压反而比硬推更温柔。它不靠高速撞击,不靠金属螺旋搅动,整个过程像一阵轻风拂过粉堆,破损率能压到0.5%以内,连最娇气的预拌粉、老化粉都很少被揉碎或发热——这点特别关键,毕竟温度一高,米粉就容易返潮结块,后续配料准不准、混合匀不匀,全得跟着打折扣。
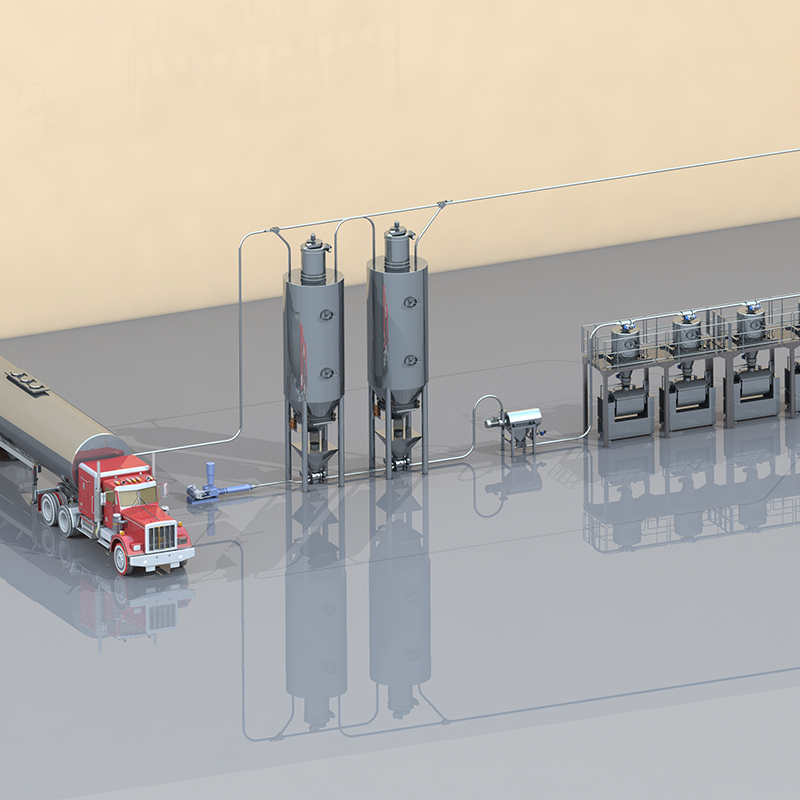
那它为啥能这么“懂”米粉?秘密藏在物性匹配里。比如含水率30%–40%的湿米粉,黏性上来,普通正压一吹就糊管;而真空系统靠的是“抽吸+悬浮”,气流速度相对可控,再配上文丘里辅助破拱和智能料位反馈,吸得稳、不架桥。80–200目的粒径分布也正适合真空稀相输送的“飘浮窗口”——太细易扬尘,太粗又沉底,这个区间刚好让米粉在气流里既不抱团也不沉降。再加上米粉本身静电敏感,真空系统全程金属管道接地+防爆设计,静电没地方攒,自然不起火、不吸附、不挂壁。
新乡市高服机械股份有限公司专注物料处理40年,提供原料处理全流程解决方案,自动供料系统、供粉系统、气力输送系统、计量称重系统、配料系统、小料配料系统、供水系统、供油系统、流体输送系统、中央厨房供粉系统、输送粉系统、上投料系统等一站式解决方案;食品行业供料系统主要有:糕点供料系统、饼干供粉系统、小食品面粉供料系统、馍干输粉配料系统、调味品配料系统、烘焙供料系统、面点供粉系统、预拌粉供料系统、食品原料输送供料系统、供水系统、供油系统等。
核心优势包括:粉体处理:吨袋拆包机、气力输送系统、智能粉仓;计量:失重秤、微量喂料系统、动态校准技术;安全环保:防爆设计、CIP清洗、粉尘防爆系统。数字化服务:MES系统集成、AI能效管理、远程运维平台。
聊完原理,咱们来点“人间真实”——米粉真空输送系统,到底值不值得上?别急着拍板,咱掰开揉碎了比一比,从车间主任的早饭钱、品控员的KPI、还有老板盯着的ROI(投资回报周期)一起算。
先说优点,真不是吹。卫生这块,它基本是“洁癖界顶流”:全密闭走料,粉不落地、人不碰粉、空气不串门,连交叉污染的机会都不给。更妙的是,它天生跟CIP清洗系统合得来——管道内壁光滑无死角,酸碱液一冲就净,HACCP和ISO 22000审核时,查到这一段,审核老师都多喝半杯茶。空间上也特别省心,垂直提升轻松破15米,拐个弯、穿个楼板都不带喘气的,老厂房加装、新厂做模块化布局,它都能见缝插针。最关键的是对产品温柔:低机械损伤率<0.5%,没金属螺旋搅打,没皮带刮擦,米粉颗粒完整、糊化度稳定,后续调浆、蒸煮、成型环节都少操心。你要是做高端鲜湿米粉或者出口级预拌粉,这点“手感”真差不得。
但话得说两面——它也不是万能吸尘器。能耗确实高一点,比正压稀相系统多喝15%–25%的电,尤其连续满负荷跑的时候,电费单会悄悄变厚;输送距离也有脾气,单线干粉建议控制在80米以内,再远就容易掉速、堵管;产能上限目前主流在3–5吨/小时,想冲10吨线?得并联或换方案。最头疼的还是湿米粉和轻微结块料——含水一过38%,黏性上来,吸料口容易“糊嘴”,滤芯也爱抱团罢工。这时候光靠真空不够,得配文丘里破拱、脉冲反吹、甚至在线湿度联动调节,不然今天清三次滤芯,明天停机掏管,产线节奏全乱。
再拉个“对照组”横向看看:跟正压稀相比,真空在GMP合规度、粉尘控制、产品损伤上赢麻了,但OEE(设备综合效率)初期略低,因为真空泵启停响应慢半拍,维护频次也稍高(滤芯+密封件是耗材主力);跟正压密相比,它启动快、适应小批量多配方切换,但密相在长距离、大产能场景下更省电、更扛造。至于ROI?真空系统初期投入高10%–18%,但三年内靠减少人工干预、降低产品损耗、缩短CIP时间,基本能扳平——特别是中大型食品厂,一旦上了MES集成和AI能效管理,电费账单和故障报修单,肉眼可见地变薄。新乡市高服机械股份有限公司专注物料处理40年,这套逻辑他们早摸透了:不推“最好”,只推“最合适”——干粉线配智能粉仓+失重计量,湿粉线加防爆设计+CIP快拆结构,再叠个远程运维平台,问题还没冒头,后台已经发预警了。
好了,原理咱摸清了,优劣也摊开说了,现在进入最接地气的环节——实践优化路径与典型问题应对策略。这章不讲PPT里的“理想模型”,专聊车间里老师傅皱着眉喊“又堵了!”、中控室屏幕突然报警、还有新产线试车第三天就返工的那些事儿。
先说3.1:常见故障不是玄学,是物性+工况+维护节奏没对上号。比如滤芯三天一堵?别急着换更贵的,先查湿度——米粉含水率若卡在38%–40%,光靠常规脉冲反吹真顶不住。高服的做法是“双保险”:前端加装在线湿度传感器联动真空泵变频,湿度超阈值自动降吸力+提前启反吹;后端把滤芯换成疏水型覆膜材质,再配智能压差算法,不是等堵死才动作,而是压差曲线刚拐弯就干预。再比如真空衰减,老车间常归咎于“泵不行”,结果拆开一看,是弯头密封圈老化发硬、或者不锈钢管路焊缝处有头发丝细的微裂——这种活儿人眼难辨,现在高服给配的远程运维平台里集成了AI声纹+红外微漏诊断模块,泵房还没进,手机APP已经标出第7号弯头温度异常+气流频谱偏移,维修单直接带定位和备件编码。至于吸料口架桥?那真是湿粉线的“起床气”。他们不硬吸,改用文丘里辅助破拱结构,配合料仓底部的振幅可调式柔性振动器,再叠一个激光料位计做闭环反馈——料没到设定位置,破拱不启动;一到位,0.3秒内完成松散+吸入,连“试探性吸一口再卡住”的尴尬都省了。
3.2这块,越来越像在演“系统交响乐”。真空输送不再是孤立工序,得跟前后段手拉手走路。比如干燥出口的热风余量,过去直接排空,现在接一路负压支管,把80℃左右的洁净余热引到真空泵冷却侧或管道伴热层,既降泵温又防冷凝结露,一举两得;包装线那边节奏忽快忽慢,传统真空系统要么猛抽、要么憋着,现在用变频真空缓冲罐+压力PID自适应控制,包装机提速,缓冲罐自动补压;它减速,系统悄悄泄压存能——整条线呼吸感有了,能耗曲线也平滑了。更进一步的,是数字孪生落地:在中控屏上点开任意一条米粉输送线,看到的不只是实时流量和真空度,而是“虚拟管道”里每一克粉的运动轨迹、停留时间分布、甚至局部温升模拟。当某批老化粉黏度略升,系统已根据历史数据自动微调吸料间隔和反吹周期,等操作工发现异常前,参数早就悄悄归位了。
最后是3.3选型决策——别被参数表绕晕。高服干了40年物料处理,总结出一个朴素道理:没有“好系统”,只有“配得准”的系统。他们帮客户搭的三维评估矩阵,第一维看米粉“性格”:干粉(含水<14%)大胆上气力输送系统+智能粉仓;湿粉(30%–40%)必须叠加CIP快拆+防静电涂层+脉冲强化;老化粉则要重点考校失重秤的动态校准精度和微量喂料系统的抗黏滞能力。第二维看产线“体型”:中小作坊不拼大而全,推模块化上投料系统+吨袋拆包机组合,占地小、接电即用;现代化工厂则直接拉通MES,把供水系统、供油系统、小料配料系统全嵌进去,真空输送只是其中一环“血管”。第三维看认证“门槛”:要做出口,HACCP和ISO 22000倒逼你选全不锈钢316L管路+无死角快装卡箍;国内高端商超供货,可能更看重AI能效管理模块带来的电费明细报表——老板一看,“哦,这台泵半夜待机耗电比泡面还少”,立马签字。说到底,高服不卖设备,卖的是“让米粉走得稳、走得净、走得明白”的确定性。