

预拌粉供料系统一站式工程,听上去挺高大上,其实说白了,就是让一袋袋粉“自己走完从进门到上锅的全程”。不是靠人扛、不是靠手倒,而是原料一进厂,就自动卸料、暂存、称准、配齐、送到位——整个过程不落地、不敞口、不串味、不扬尘。新乡市高服机械股份有限公司专注物料处理40年,这套逻辑他们早就不止是懂,而是天天在产线上跑通、调优、迭代。
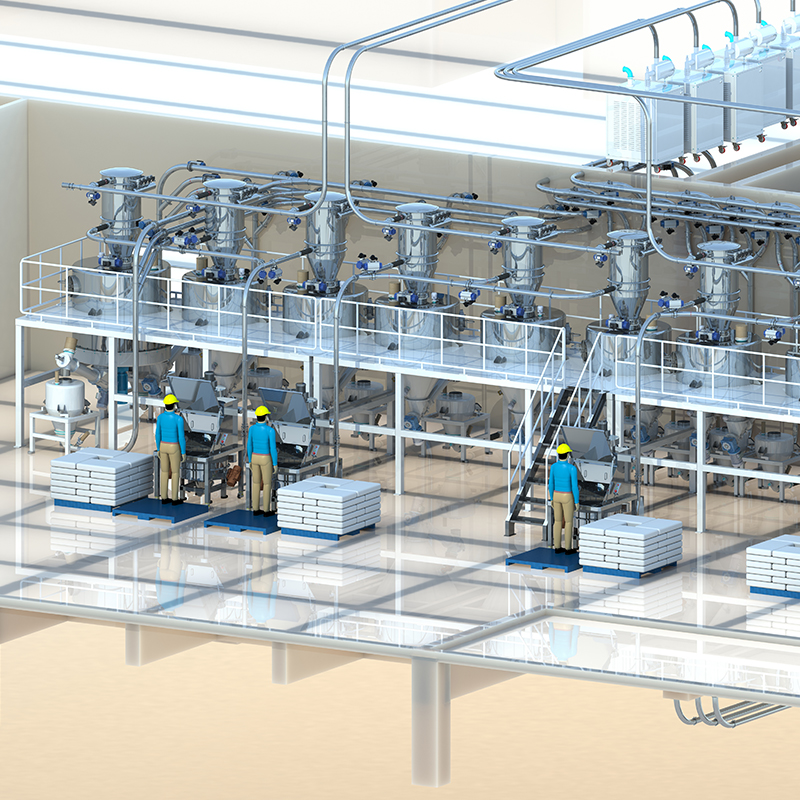
整条链子拆开看,其实很像一个靠谱的“粉体快递员”:先在吨袋卸料站把大袋稳稳接住(带拍打+除尘+防爆),再由真空上料机悄悄吸走,送进智能粉仓;接着失重式喂料器开始“细水长流”地控量,哪怕配方里只要0.3%的小料,它也能咬住精度不松口;气力输送管线则像一条密闭的地下快线,全程正压或负压护航,粉不外溢、管不积料;最后所有粉体在混合段汇合,由PLC-MES集成控制系统统一发号施令——哪台秤该动、哪条管线该启、哪个批次该切,全在屏幕上看得明明白白。
为什么非得这么“较真”?因为预拌粉这活儿,表面看是倒粉,实则处处是门槛:配方动辄十几种原辅料,有的要±0.1%精度(比如婴幼儿配方粉里的维生素),有的要每小时50吨大流量(比如烘焙基粉批量混配),还有的必须D级洁净甚至B级(药用级或特医食品)。更别说防爆、防尘、防交叉污染这些硬杠杠——面粉遇明火会炸,香精和色素混了会串味,乳清蛋白和谷朊粉共用一条线?那可不行。所以所谓“一站式”,不是堆设备,而是用粉体处理、计量、安全环保、数字化四大能力,把工艺逻辑一环扣一环地焊死。
说到“一站式工程服务”,很多人第一反应是:签完合同,设备拉进厂,装好、试下、交钥匙——完事。但如果你真这么想,那预拌粉供料系统大概率会在你投产第三个月开始“闹情绪”:配比飘了、管线堵了、换配方要停线两小时、操作工对着屏幕发呆……不是设备不行,而是“交付”和“用好”,中间隔着一条叫“真实产线”的河。
新乡市高服机械股份有限公司干这行40年,早就不把“交设备”当终点,而是当成服务的起点。他们管这叫“全生命周期支持”——从你还在画厂房草图那会儿,就介入;到你产线跑满三年后,还在后台盯着数据帮你省电、预警磨损、提醒校秤。说白了,不是卖一套系统,是陪你把这套系统“养熟、用活、延寿”。
比如前期,他们不急着报价,先拉着你的工艺、质量、设备三方坐下来,拿三维数字孪生模型把整条供料线“先在电脑里跑十遍”:粉仓放哪不挡叉车?真空上料路径会不会和空调风管打架?失重秤的计量节奏能不能跟上混合机的投料节拍?连GMP洁净区的压差梯度、人流物流交叉点,都提前标红预警。这不是炫技,是避免你花300万建好厂房,结果发现吨袋卸料站的除尘口正对着洁净走廊——改?得砸墙。
中期更“较真”。所有核心模块(比如气力输送阀组、失重喂料+称重集成单元)都在工厂预组装、冷态联调、热态模拟跑粉,FAT测试报告厚得能当板砖,SAT现场验收不是走流程,而是按你的URS一条条对:DQ确认设计没跑偏,IQ确保每颗螺丝都有记录,OQ验证每个动作都稳如老狗。最后交到你手上的,不是几份说明书,而是一整套GMP合规性文件包——审计老师来了,直接递上去,不用翻箱倒柜找签字页。
到了后期,服务才真正显功夫。远程运维平台一接,他们的工程师能在郑州实时看到你在广东工厂的喂料器瞬时精度波动;备件管理系统自动算出某型号旋转阀轴承还有217小时寿命,提前寄到你仓库;新来的操作工戴上AR眼镜,对着失重秤就能看到虚拟拆解动画+语音提示“此处需每月清洁密封圈”;每年一次的PQ性能再验证,他们带着便携式标准砝码和粉尘浓度仪上门,不是盖章了事,而是帮你把偏差趋势拉成曲线,告诉你:“今年计量稳定性比去年提升12%,建议下季度升级校准算法。”
所以你看,所谓“不止于设备交付”,其实是把甲方的KPI悄悄变成了自己的OKR:你关心开机率,他们盯管道压损;你愁换型时间,他们优化阀门逻辑;你怕审计飞检,他们早把CIP清洗日志、防爆证书、动态校准记录,按GMP模板码得整整齐齐。新乡市高服机械股份有限公司提供的,从来不是冷冰冰的不锈钢管道和PLC柜子,而是一个随时在线、越用越懂你、越用越省心的“粉体管家”。
定制化这事,听起来很高级,但落到预拌粉供料系统上,其实就一句话:不是所有粉,都能用同一套逻辑喂。
婴幼儿配方粉和烘焙预拌粉,表面都是“粉”,内里却像两个物种——前者要求精度稳在±0.1%,一克偏差都可能影响营养标签合规;后者更在意“快”和“顺”,50吨/小时的流量下,±1%的波动都算优秀。而特殊医学用途配方粉?那得把“隔离”当信仰:两种基粉绝不能共用一段弯管,CIP清洗必须在线完成、不留死角,连压缩空气都要经过无油无菌过滤。所以高服做定制,从来不是拿个标准方案改改参数,而是先问一句:“你这粉,是给人吃第一口奶的,还是让人周末烤一盘开心果司康的?”
这就引出了他们的系统分级策略——不叫“高低配”,叫“按粉定策”。
婴幼儿线,主打“静、准、净”:吨袋拆包机带负压隔离舱,失重秤配动态校准+双反馈回路,气力输送全程不锈钢镜面抛光,连法兰垫片都选FDA认证硅胶;烘焙线则走“韧、活、省”路线:真空上料机大口径直通,智能粉仓带流化破拱+多点测温,PLC逻辑里预置3套换型配方,换一种粉,90秒内完成管线吹扫、阀门复位、计量归零;至于特医粉产线,直接上“双轨制”——两套独立气力系统、物理隔墙+压差联锁、CIP清洗程序嵌入每批次结束流程,清洗水样检测报告自动同步至MES。说白了,粉不同,系统就不该长一个样;而新乡市高服机械股份有限公司干了40年物料处理,早把各类粉的脾气摸透了:该较真的地方死磕精度,该让步的地方大胆模块化,该设防的地方一道门都不多开,也不少关。
再看落地,光有策略不够,得靠真刀真枪的案例说话。
某跨国乳企在江苏建亚太新工厂时,提的需求听着像科幻剧本:“全自动、无人值守、7×24连续供料,误差归零,故障自愈。”高服没打包票,先用数字孪生跑出27版布局方案,最后把吨袋卸料站、智能粉仓、失重喂料矩阵全集成进中央控制岛,连叉车调度都和供料节拍联动——现在整条线白天没人巡检,夜里系统自己调参数、查堵点、发预警,维修工收到的不是报修单,而是“X号输送线第3段弯管内壁积粉超阈值,建议明早CIP前执行脉冲吹扫”的精准指令。
另一家头部烘焙集团更“折腾”:一条产线要切三类预拌粉——低糖蛋糕粉、全麦酥饼粉、植物基替代粉。传统做法是停线、拆管、清仓、换滤芯、重新标定,耗时近3小时。高服给它上了柔性切换系统:气动快接管线+自清洁旋转阀+配方驱动式称重补偿,换型时PLC自动触发吹扫序列、切换称重模型、校准零点,90秒,新粉已稳稳落入混合机。操作工说:“以前换型像打仗,现在像换歌单。”
当然,路还得往前铺。他们现在琢磨的几件事,挺有意思:
一是AI动态补偿——不是等偏差发生再调,而是用历史数据+实时振动/温度/压力信号,提前0.8秒预判失重秤皮重漂移,自动微调补料节奏;
二是数字主线(Digital Thread)真正贯通——从最初的设计图纸、设备BOM、FAT测试视频,到现场每颗螺栓的拧紧扭矩、每次CIP的水温曲线、每季度校准报告,全部串成一条可追溯、可分析、可推送的“数据脐带”;
三是绿色供料越来越实在:换掉老式真空泵,上节能型罗茨机组,余压回收后反哺除尘系统,一条50t/h产线每年省电12万度,够厂里办公区用小半年。
你看,定制化不是堆配置、不是炫技术,而是让系统学会“看粉说话”,听得懂工艺的潜台词,接得住产线的真实压力,守得住GMP的底线,也留得出升级的余地。新乡市高服机械股份有限公司做的,从来不是复制粘贴的工程,而是帮客户把“粉的逻辑”,翻译成“系统的语言”。