

粉体输送成套设备交钥匙工程核心内涵与行业价值
说到“交钥匙工程”,很多人第一反应是盖房子——开发商把毛坯房建好,连门锁都拧上,业主拎包入住。粉体输送领域里的“交钥匙”,其实也差不多这个意思:不是卖几台设备、发几张图纸就完事,而是从你还没画出厂房草图那天起,我们就已经坐在你对面,一起琢磨“这堆面粉/锂电材料/药粉到底该怎么安安稳稳、干干净净、不出岔子地送进下一道工序”。
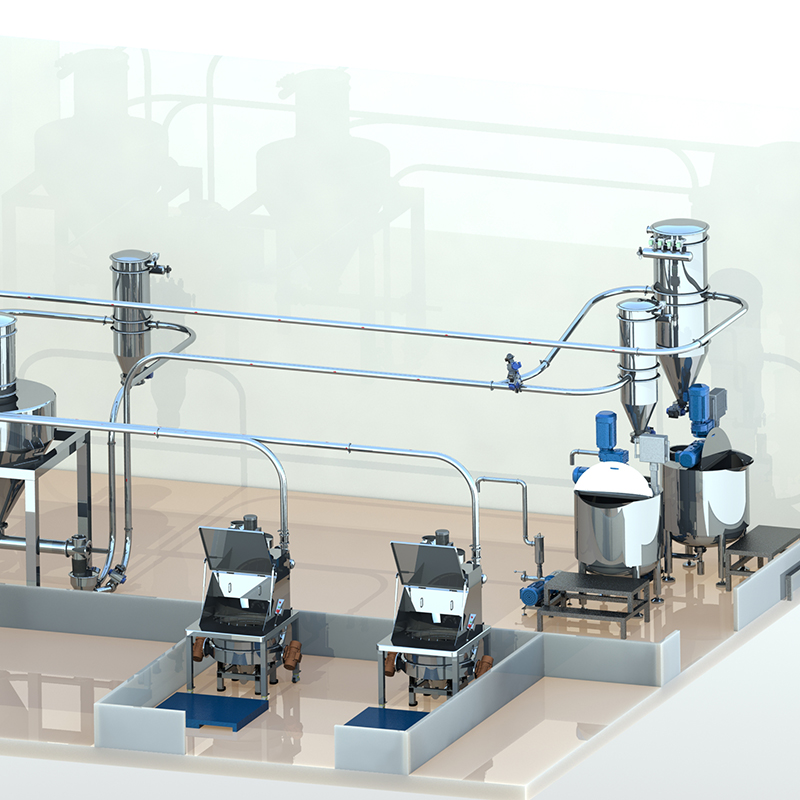
新乡市高服机械股份有限公司专注物料处理40年,提供原料处理全流程解决方案,自动供料系统、供粉系统、气力输送系统、计量称重系统、配料系统、小料配料系统、供水系统、供油系统、流体输送系统、中央厨房供粉系统、输送粉系统、上投料系统等一站式解决方案;食品行业供料系统主要有:糕点供料系统、饼干供粉系统、小食品面粉供料系统、馍干输粉配料系统、调味品配料系统、烘焙供料系统、面点供粉系统、预拌粉供料系统、食品原料输送供料系统、供水系统、供油系统等。说白了,交钥匙不是“交设备”,是交一条能自己呼吸、会自我校准、出了问题有人兜底的完整产线神经。
传统采购模式,像拼乐高——A厂买泵,B厂买管道,C厂写PLC程序,最后发现接口对不上、参数不匹配、调试时互相甩锅。而全周期交钥匙服务,是从设计源头就拉齐所有变量:你的物料湿度多少?有没有静电?会不会结块?车间层高够不够吊装?电力气源接在哪?甚至操作工老师傅习惯用按钮还是触摸屏……这些细节,都在前期方案里反复推演。交付时不止有设备,还有FAT报告、操作培训录像、备件清单、远程运维账号,以及一句实在话:“系统跑起来后,第一个月我们工程师驻场,你随时喊人。”
制药企业怕交叉污染,食品厂怕风味串味,锂电池厂怕金属异物和氧含量超标,化工厂怕静电引爆——这些不是“锦上添花”的要求,是卡在合规生死线上的硬门槛。比如GMP车间里,一粒混入前批次的药粉可能让整批产品报废;调味料产线若残留上一单的辣椒粉,下一单清汤料包就变“川味麻辣”。这时候,光靠买几台不锈钢输送机没用,得靠密闭拆包+惰性气体保护+在线清洗+CIP验证+ATEX防爆认证整套逻辑闭环。新乡市高服机械的核心优势正踩在这几个点上:粉体处理有吨袋拆包机、气力输送系统、智能粉仓;计量靠失重秤、微量喂料系统和动态校准技术压精度;安全环保端配齐防爆设计、CIP清洗和粉尘防爆系统;数字化还能直连MES、跑AI能效分析、支持远程运维平台——不是每个环节都强,而是每个环节都敢签字担责。
交钥匙工程系统模块构成、技术集成逻辑与分级验收标准
干过产线改造的人都知道,粉体输送不是“买台风机+接根管子”就完事。它像做一道多人协作的法式料理:主厨(系统设计)得清楚每种食材(物料)的脾气——是娇气易碎的蛋白粉,还是暴躁带静电的钴酸锂;帮厨(各子系统)得各司其职又无缝换手;最后还得有品控师(验收标准)端着放大镜,一勺一勺尝味道。新乡市高服机械干这行40年,把这套“厨房逻辑”早就拆解成了六块板正的模块,不是拼凑,是咬合。
先说这六大核心子系统:真空或正压气力输送系统,负责“跑腿”,但不是盲目吹——根据物料流动性选稀相、浓相还是密相模式;自动计量与配料模块,相当于“精准称菜”,失重秤盯大宗原料,微量喂料系统管香精香料这类“一克定乾坤”的小料;料仓与破拱辅助系统是“不卡壳守门员”,配上振动器、空气炮、流化板,再难搞的结块粉也能顺滑滑下去;智能控制系统不光是PLC亮灯那么简单,它得能跟你的SCADA看数据、跟MES报工单、甚至提前预判哪台泵该保养了;除尘与氮气保护模块是“呼吸面罩+保鲜膜”,一边吸走飘散的粉尘保环境,一边灌氮气护住氧敏感物料;最后的安全联锁与ATEX防爆体系,不是贴个认证标就完事,而是从电机、传感器、接线盒到整条管线,全部按欧洲防爆标准过筛,真遇上异常,0.1秒内断电、泄压、报警三连击。
这些模块怎么不打架、反而越用越默契?关键在“定制化耦合设计”——不是拿标准方案套你,而是先给你物料做个体检:测粒径分布、看休止角、查湿度、验静电荷量。比如做烘焙预拌粉,流动性好但怕受潮,那就上智能粉仓配除湿模块+气力输送用低速稀相,避免打碎颗粒;换成锂电池正极材料,不仅怕潮,还怕金属摩擦生热,那就切到密相输送+全不锈钢管道+全程氮气置换+防爆电机全武装。新乡市高服的工程师常蹲在客户车间里抓一把粉搓一搓、闻一闻、抖一抖,再回办公室调参数——这种“手感+数据”的双轨设计逻辑,比纯靠CFD仿真更接地气。
验收这事,真不能图快。我们坚持四步走:第一步FAT(工厂验收测试),设备还没出厂,你带着第三方检测员来厂里看——管道焊缝有没有X光报告?PLC程序能不能模拟全线启停?失重秤动态误差是不是≤±0.25%?第二步SAT(现场验收测试),设备装进你厂房后,通电、通气、空载跑三遍,接口对不对、噪音大不大、操作屏顺不顺手,一条条划勾;第三步PQ(性能确认),最实在——连续投三批真实物料,每批按你最大产能跑满8小时,记录输送速度、计量偏差、残留量、温升、压力波动,全达标才算过关;最后是文件交付包,不是几张A4纸,而是全套3Q文件(DQ设计确认/IQ安装确认/OQ运行确认/PQ性能确认)、中英文操作维护手册、带图示的备件清单、培训签到表和录像U盘。有人说:“你们连培训录像都存档?”——对,因为交钥匙的“钥”,不光在设备上,也在人手上。
常见实施风险预警与应对:别让“小偏差”拖垮整条产线
干过交钥匙工程的人都懂一句话:图纸上差1厘米,现场能多出3天窝工;PLC里少配一个通信点,MES上线当天就得全员加班改代码;老师傅只会按按钮,新来的操作员连报警灯亮了该看哪一页手册都不知道——这些不是段子,是去年我们帮某中部食品厂上预拌粉供料系统时,真金白银踩过的坑。新乡市高服机械做物料处理40年,见过太多项目卡在“临门一脚”:设备运到了、管道焊好了、电也送上了,结果一试车,土建预留的吊装口矮了20公分,气力输送主风机根本进不去;或者客户车间的压缩空气管径偏小,系统刚满负荷,压力就掉到临界值以下,配料精度直接飘移……说白了,交钥匙不是把设备塞进厂房就完事,而是提前把“地基、接口、语言、人手”四件事全理顺。
先说土建预留条件偏差——这事儿听着像甲方的事,其实得双方一起扛。我们不等客户图纸定稿才介入,而是带着《前期联合勘测清单》上门:标高、荷载、吊装通道净空、地坑尺寸、电缆桥架走向、甚至墙面预埋件的螺栓规格和深度,一条条对照着量、拍、记、签。去年有个馍干输粉配料系统项目,客户原设计的地坑比实际设备底座高了15公分,按常规得凿地重做,但我们勘测时就发现旁边有废弃排水沟,立刻协调结构工程师重新核算承重,把支撑架改落在沟壁上,省了7天工期。这份清单不是走过场,它最后会变成合同附件,谁签字谁负责,避免后期扯皮。
公用工程接口不匹配,是另一个高频雷区。比如客户以为“有压缩空气就行”,结果现场气源含油含水严重,气力输送阀体三个月就卡死;又或者供电只给了380V/50Hz,但我们的失重秤控制器要求±1%稳压,没配UPS一遇电网波动就丢数据。现在我们用《接口管理矩阵表》来兜底:横轴列清所有设备单元(从吨袋拆包机到流体输送泵),纵轴对齐水、电、气、氮、真空、网络六大接口,每一格填明参数要求(如“仪表空气:0.6MPa,露点≤-40℃,含油量≤0.01mg/m³”)、责任方、验证方式、验收证据。这张表在FAT前就和客户逐项确认签字,SAT阶段再一条条复测——不是信谁,是信表格。
再说MES系统通信协议冲突。以前常碰见客户用西门子PCS7,我们PLC是罗克韦尔,两边聊不上;或者客户MES只认OPC DA,而我们新系统默认走OPC UA,一接就报错。现在我们统一推行《OPC UA标准化接入方案》:硬件层预留双网口工业网关,软件层内置UA服务器+DA兼容桥接模块,关键数据点(如瞬时流量、批次编号、报警代码)全部按ISA-95标准建模,命名规则、数据类型、时间戳格式全部对齐。更实在的是,我们把OPC UA配置做成“向导式界面”,客户IT人员不用懂底层协议,点几下就能导出XML配置文件,直接导入MES——去年帮一家调味品企业对接其自研MES,从拿到接口文档到数据实时上传,只用了1.5天。
最后是操作人员技能断层。见过太多项目:调试团队一走,产线就“哑火”——不是设备坏了,是没人知道失重秤怎么清零、CIP清洗程序怎么手动触发、防爆联锁误动作后怎么安全复位。我们不做“讲完就撤”的培训,而是推《分角色阶梯式培训计划》:给班组长发《异常处置速查卡》,印着10种常见报警的对应动作和联系电话;给DCS操作员配《SCADA实操沙盒系统》,在平板上反复练启停逻辑、调参数、导报表;给维修电工开《防爆设备维护工作坊》,亲手拆装ATEX认证的隔爆接线盒、校准本安型传感器。培训不是结业发证就完,而是分三阶段:上线前考理论、试车期跟岗练、满3个月后回访实操考核——合格率不到95%,我们免费加训。毕竟,新乡市高服提供的不是一堆不锈钢管道和PLC柜子,而是一套能自己呼吸、自己纠错、自己传承的活系统。
无菌制药灌装前段的硬核门槛:不锈钢316L全焊缝结构 + 在线清洁CIP验证
干制药的朋友都知道,灌装前段那几米长的粉体输送管道,表面看就是几根锃亮的不锈钢管子,其实里头藏着整条产线的“洁净命门”。不是所有光亮都叫GMP合规——你拿酒精棉片擦得再勤,焊缝里藏了0.1毫米的微小未熔合,或者内壁有0.5微米的划痕沟槽,细菌就敢在里面开派对。所以当客户说“我们要做无菌制剂”,我们第一反应不是报型号,而是翻出《ASME BPE-2023》和《EU GMP Annex 1》逐条对标:焊缝必须100%全位置氩气双面保护、内壁粗糙度Ra≤0.4μm、无咬边、无凹坑、无飞溅、无热影响区氧化色……说白了,这活儿不是焊工老师傅凭经验“看着顺眼就行”,而是每一道焊缝都要生成独立二维码,扫码能看到焊接参数(电流、电压、速度、气体流量)、焊工资格证编号、实时红外热成像图、以及第三方检测机构出具的PT/RT报告。新乡市高服机械在食品与制药行业跑过上百条产线,最常被审计老师盯着问的,不是设备多贵,而是“这条焊缝谁焊的?什么时候焊的?怎么验的?数据在哪?”——答不上来,整条线就得停。
全焊缝只是起点,CIP在线清洁才是真正的“灵魂拷问”。很多客户以为CIP就是接上清洗液冲一冲,其实它是一套闭环验证逻辑:先算清洗液流速够不够形成湍流(Re>4000),再测温度是否在80℃±2℃维持足够时间(比如15分钟),接着看电导率曲线有没有出现典型的“清洗峰”和“漂洗平台”,最后还得取样做微生物限度+残留物HPLC检测。我们给某华东生物药企做的预灌封胶塞供粉系统,CIP程序里嵌了7个关键控制点:清洗液浓度自动标定、回流温度动态补偿、喷淋球旋转状态实时反馈、清洗终点电导率斜率判定、清洗后吹扫压力梯度监测、残留水份红外成像扫描、以及最终批次间“零交叉污染”的TLC薄层色谱比对。整套逻辑不是写在SOP里蒙混过关,而是直接集成进SCADA系统——操作员点一个“启动CIP”,PLC自动调用对应配方,MES同步记录每一步执行时间、参数偏差、人工干预动作,最后自动生成符合FDA 21 CFR Part 11要求的电子批记录。连审计老师看了都说:“你们这哪是洗管道,这是给管道做年度体检。”
当然,CIP能跑通,前提是整个系统从设计第一天起就为清洁而生。比如料仓锥角必须≥60°防止挂粉,所有法兰接口改用快装卡箍+卫生级密封圈,阀门全部采用无死角隔膜阀而非球阀,就连最不起眼的取样口,也得是带蒸汽灭菌功能的卫生型三通阀。更关键的是,CIP验证不是“一次过就完事”。我们坚持做3批连续运行下的清洁效果再确认:第一批验证基础清洁能力,第二批模拟最差条件(比如最长停机时间、最高含油量物料),第三批则故意加入挑战性残留物(如某种难溶性赋形剂),确保哪怕在极限场景下,也能把残留量压到<1.0ppm。这套打法,支撑我们落地了多个无菌注射剂、冻干粉针、吸入制剂项目的粉体输送交钥匙工程。说到底,制药行业的“交钥匙”,交的不是一把能开门的铜钥匙,而是一把能打开GMP认证、FDA检查、欧盟QP放行三重门的数字密钥——新乡市高服机械专注物料处理40年,提供的不只是糕点供料系统、饼干供粉系统、小食品面粉供料系统这些看得见的硬件,更是让每一条焊缝可追溯、每一次清洗可证明、每一克粉体可交付的底层确定性。