

咱们聊气力输送,别一上来就甩参数表——那不是给人看的,是给设备自己照镜子用的。真正决定一套粉体气力输送系统“好不好用”的,从来不是它多贵、多新,而是它懂不懂你家车间里那堆粉在想啥。
比如做奶粉的厂子,粉一见空气就氧化,一碰高速气流就碎成渣,还要求每根管道都能在线洗(CIP)、能验证无菌;隔壁制药厂运的是API原料药,微量粉尘都得锁死,批次之间不能有丝毫交叉污染,GMP附录1翻烂了都不够用;再拐个弯去看化工厂,可能这粉又潮又粘,夏天结块、冬天静电噼啪响,还带点易燃易爆属性……你看,同样是“粉”,脾气差得比同事之间的微信群还难调和。
这时候选设备,真不是打开产品目录勾个“气力输送系统”就完事。新乡市高服机械股份有限公司专注物料处理40年,见过太多客户拿着“别人家能用”的方案硬套自己产线,结果投产三个月,堵管、分层、计量飘忽、清洗卡壳全来了。他们不卖标准件,只卖“能落地的解法”——先摸清你这粉的脾气:湿度多少?粒径分布图有没有?休止角测过没?热敏不热敏?GMP等级要到哪一级?这些不是填表走流程,而是决定用稀相吹还是密相推、用真空吸还是正压送、管道要不要内抛光、过滤器换几级的核心依据。
说白了,行业适配逻辑就一句话:粉不会说话,但它的物理特性句句都是指令。你听懂了,设备才听话;你听岔了,再贵的系统也是个精致的摆设。
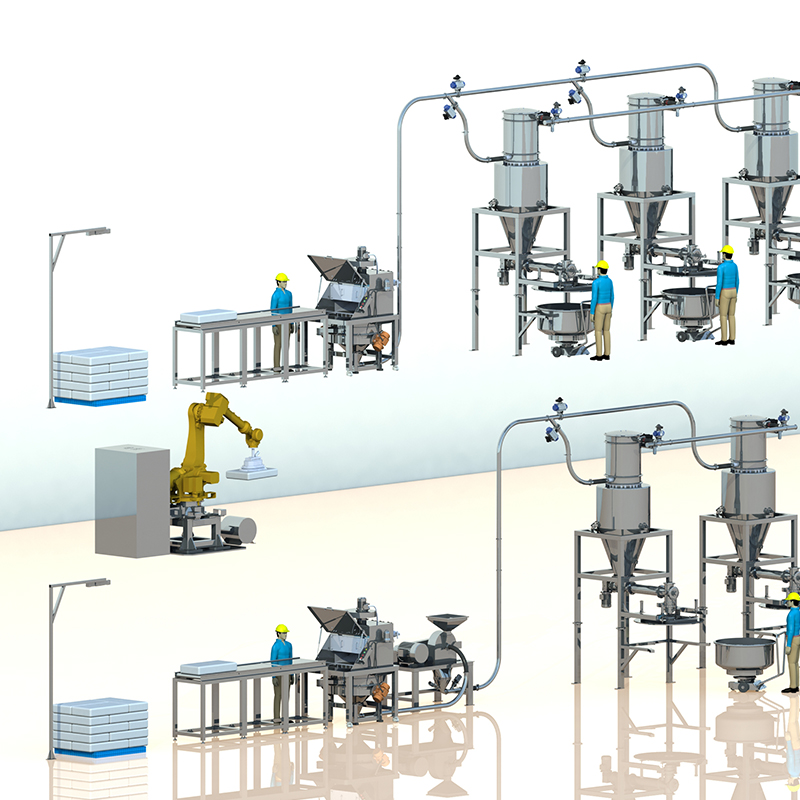
聊完“为啥这么选”,咱得看看“实际这么干”到底成不成——毕竟图纸画得再漂亮,不如车间里连续跑三个月不报警来得实在。下面这几个案例,不是PPT里剪出来的成功,而是新乡市高服机械股份有限公司在客户产线上一根管子一根管子焊出来、一台秤一台秤调出来、一次CIP一次CIP验出来的真家伙。
先说奶粉厂那个真空密相输送系统。客户原先用的是老式螺旋+提升机,粉一上楼就氧化发黄,罐底结块率超12%,还总被药监飞检揪住“无菌接口不可验证”这点不放。高服没急着推设备,先蹲了两周产线:测了粉体氧敏感度、拍了显微镜下颗粒破损形貌、连灌装头拆下来做了表面粗糙度比对。最后方案很“土”但很准——整条线改用真空密相,气速压到3.2m/s以下,全程不锈钢316L+内壁Ra≤0.6μm抛光,所有快接全部采用Triclover无菌卡箍,连最不起眼的泄压阀都配了双端面密封+在线灭菌蒸汽接口。更关键的是,把CIP清洗逻辑嵌进输送逻辑里:每次换料前自动执行“水冲-碱洗-纯水漂-压缩空气吹干-氮气置换”五步流程,并同步生成带时间戳和电导率曲线的清洗报告。现在客户说:“粉不碎了,色号稳了,上次飞检老师盯着看了十分钟,只问了一句‘这报告能导出PDF吗’,就去下一家了。”
再看制药厂的API正压稀相线。难点不在输送本身,而在“怎么让粉走过去,却让尘埃留下”。USP<1043>对活性成分残留限值卡到ppb级,GMP附录1又要求D级区向B级区输送时,必须物理隔离+尘埃沉降控制。高服没堆过滤器,而是做了个“三段式拦截”:前端用文丘里式低扰动喂料器减少初始扬尘;中段管道全系加装脉冲反吹滤芯(过滤精度0.3μm,H13级),滤筒自带压力梯度监测;末端卸料口直接集成负压捕集腔,与车间HVAC联动,确保卸料时局部风速始终维持向内0.45m/s。更绝的是批次隔离——他们把失重秤的称量信号、气源压力波动、滤芯压差变化全接入MES,一旦某参数偏离预设包络线,系统自动锁定当前批次并触发清洗指令,连人工确认键都设计成双人双因子验证。客户后来反馈:“以前换批要停线两小时擦设备,现在系统自己清、自己验、自己报,我们只负责签字。”
最后这个跨行业对比,其实最有启发。同样是同一套气力输送平台,给食品厂用是304不锈钢+Ra≤0.8μm+HEPA后置过滤;升级到制药B级区,立马变成316L+Ra≤0.4μm+双级0.1μm绝对过滤+材质证书随货附(包括每张钢板的熔炼炉号);再到生物制剂车间,连螺栓垫片都要提供USP Class VI认证报告。高服的工程师常说:“洁净等级不是贴标贴出来的,是每一微米的粗糙度、每一道焊缝的热影响区、每一次CIP的流速分布图垒出来的。”他们甚至帮客户建过一个“配置升级对照表”:从D级到C级,加什么;C到B,换什么;B到A,补什么——不玩概念,就列实打实的物料变更项和验证要点。说白了,设备平台可以通用,但“懂行”的部分,永远没法抄作业。
新乡市高服机械股份有限公司专注物料处理40年,提供原料处理全流程解决方案,自动供料系统、供粉系统、气力输送系统、计量称重系统、配料系统、小料配料系统、供水系统、供油系统、流体输送系统、中央厨房供粉系统、输送粉系统、上投料系统等一站式解决方案;食品行业供料系统主要有:糕点供料系统、饼干供粉系统、小食品面粉供料系统、馍干输粉配料系统、调味品配料系统、烘焙供料系统、面点供粉系统、预拌粉供料系统、食品原料输送供料系统、供水系统、供油系统等。核心优势包括:粉体处理——吨袋拆包机、气力输送系统、智能粉仓;计量——失重秤、微量喂料系统、动态校准技术;安全环保——防爆设计、CIP清洗、粉尘防爆系统;数字化服务——MES系统集成、AI能效管理、远程运维平台。这些不是挂在墙上的标语,是刻在每台设备PLC里的逻辑,藏在每份FAT报告里的数据,更是客户凌晨两点打电话来,工程师带着U盘和扭矩扳手直接出现在车间门口的理由。
方案落地这事,说白了就像煮一锅粥——米、水、火候都按配方来了,结果掀锅盖发现糊底了。不是配方错,是没盯住“什么时候该转小火”“哪块锅巴先冒烟”。粉体气力输送系统也一样,图纸再准、案例再漂亮,真进车间一跑,堵管、分层、静电打火、金属碎屑混进料里……这些“锅巴”,往往不是技术不行,而是风险没提前翻出来、掰开揉碎想明白。
先说堵塞——客户最常甩过来的一句就是:“昨天还好好的,今天一开机就报警!”高服工程师翻过上百份现场故障日志,发现七成以上堵管,根子不在设备本身,而在“人以为它该这么走,但粉不答应”。比如某饼干厂换了个新批次预拌粉,粒径D90从85μm涨到120μm,流动性指数从42掉到31,可PLC里风速设定还卡在老参数上。结果粉在弯头处一减速,就堆成“小山丘”,越积越实。后来他们做了个“粉体适配快检表”:每次换料前测三项——休止角、压缩率、静电荷密度,数据自动喂给中控系统,系统自己调风速、调补气点、甚至临时启停某段旁通。这招不炫技,但管用——现在那条线连续382天没人工清管。
再讲分层和静电。有家调味品厂做复合香辛料输送,辣椒粉、孜然粉、蒜粉密度差三倍,稀相一吹,轻的飞前面,重的沉后头,配料秤数据天天跳变。查SEM/EDS才发现,管道内壁已有明显金属磨损痕迹,EDS谱图里铁峰突兀得像座小山——原来普通碳钢弯头扛不住高流速冲刷,磨下来的微粒不仅污染物料,还成了静电的“跳板”。后来全换成陶瓷内衬弯头+防静电PE管道,又在关键节点加装离子风棒+接地电阻实时监测。更实在的是,高服把这类失效模式编进了交付包:每台吨袋拆包机附带一张《金属异物防控清单》,每套气力输送系统带一份《静电敏感物料操作红黄线》,连拧几颗螺栓的扭矩值都标得明明白白。不是信不过客户,是信得过经验——有些坑,踩一次就够了。
最后说优化迭代。很多客户以为“上线即终点”,其实恰恰是起点。高服有个客户做烘焙预拌粉,初版方案跑得稳,但半年后发现电费占到单吨能耗成本的63%。他们没急着换风机,而是把CFD仿真模型和现场DCS数据对齐,发现原设计为保安全冗余了22%风量,而实际工况下,78%的输送时段只需65%风压。于是用数字孪生平台搭了个“虚拟产线”,试跑三个月不同参数组合,最终锁定一套动态调优逻辑:根据实时料位、环境温湿度、当日粉体批次检测值,每15分钟自动校准一次气源压力与补气频率。改造后能耗降了29%,管道磨损速率下降41%,连原先半年一换的滤芯,现在撑到了11个月。这背后,是MES系统集成能力在托底,是AI能效管理模块在算账,更是远程运维平台让工程师不用出差,就能调出某台失重秤上周三下午三点零七分的瞬时流量抖动曲线——问题在哪,一眼就揪出来。
所以你看,风险规避不是靠买更贵的设备,而是靠把“粉会怎么闹脾气”想在前头;优化迭代也不是等坏了再修,而是让系统自己学会看天吃饭、随料调整。新乡市高服机械股份有限公司专注物料处理40年,不是守着40年老图纸过日子,而是把每一次堵管、每一次静电报警、每一次客户凌晨三点的电话,都变成下一套方案里的一个默认选项。防爆设计、CIP清洗、粉尘防爆系统这些硬件配置,只是底线;真正让用户睡得着觉的,是那套能把固气比波动、管道当量直径偏差、甚至操作工手抖一下带来的喂料节奏变化,都纳入动态响应范围的底层逻辑。