

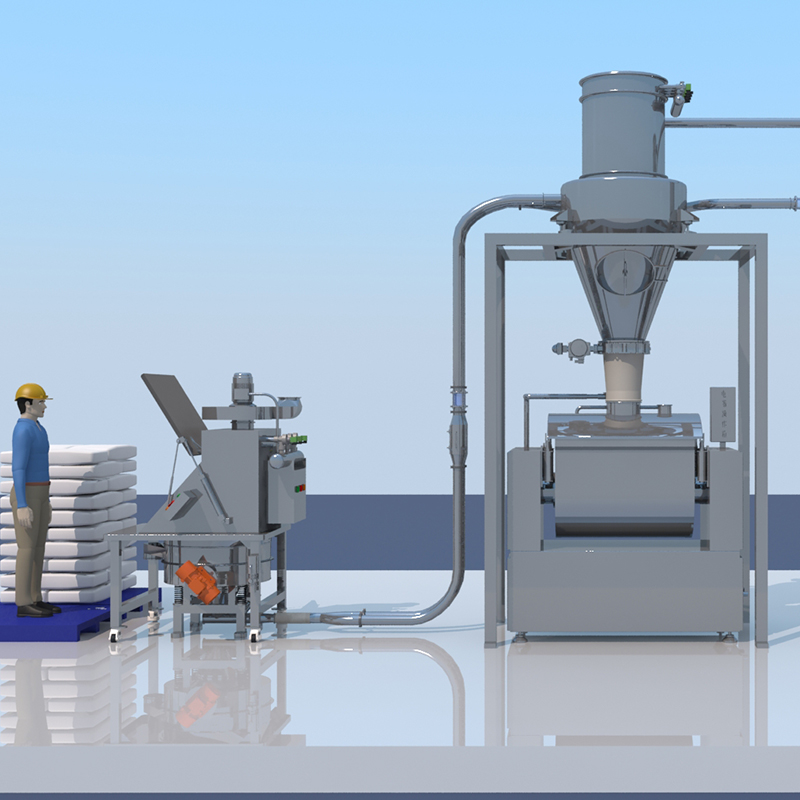
咱们聊高速混合机的自动供料系统,不绕弯子——它不是装上就完事的“傻瓜设备”,而是得有人在背后托着、盯着、调着,才能常年稳如老狗。新乡市高服机械股份有限公司专注物料处理40年,干的就是这活儿:把原料从吨袋里安全拆出来,稳稳送到高速混合机嘴边,不多一克、不少一毫,还不扬尘、不卡壳、不误产。所以他们的技术支持体系,压根不是出了问题才打电话,而是提前把“可能出问题”的路都铺平了。
这一体系有三大支点:远程诊断、现场响应、预防性维护。说白了,就是“看得见、赶得到、想得远”。比如河南某烘焙企业凌晨三点发现供粉波动,工程师手机弹出告警,两分钟内远程接入系统查IO状态、看气力输送风压曲线、调取失重秤动态校准日志——问题锁定在旋转阀密封磨损,备件次日一早到厂,当天下午就换好复产。这不是玄学,是40年跑出来的经验+IIoT平台扎下的根。
再比如化工客户对防爆要求严苛,他们现场响应团队必须持证上岗,工具包里连防静电毛刷和本安型万用表都配齐;而食品客户更在意CIP清洗兼容性和洁净区进出动线,工程师进车间前得换三遍衣服、过两道风淋。分级响应不是摆样子,是把“洁净”和“防爆”这两件事,从响应流程里直接刻进SOP。
故障这事儿,就像厨房里突然打翻的面粉罐——看着是撒了一地,真蹲下去扒拉,才发现底下卡着半块没化开的黄油、旁边滚着颗干瘪的鸡蛋、灶台边还晾着没拧紧的油瓶盖。高速混合机自动供料系统出问题,从来不是单点崩塌,而是几个环节悄悄“手拉手”一起摆烂。
先说最让人抓狂的“供料不稳/断料”。别急着骂气力输送管道堵了,它可能只是背锅侠。真实情况往往是:吨袋拆包机抖料节奏一乱,下游失重秤就收不到连续粉流,动态校准开始漂;漂着漂着,PLC误判“缺料”,提前触发振动给料器加频,结果粉一涌,气力系统风速跟不上,瞬间在弯头处堆成“粉墙”。更绝的是,这堵点还偏爱挑半夜温湿度升高的时候出现——因为智能粉仓里那批预拌粉吸潮结块了,自己悄悄变重、变粘、变难喂。所以高服的工程师上门第一件事不是通管道,而是调三组数据曲线:气源压力、失重秤实时净重变化率、振动给料器频率反馈值,三线对齐了,才能揪出到底是“喂得猛”“送不动”还是“称不准”。
再来看“系统联锁失效”——混合机明明该转了,却死活不启动。查PLC没报错,信号也显示“到位”,可就是卡在最后一步。这时候就得把逻辑链像剥洋葱一样一层层撕开:主轴启停信号是不是被某个未复位的手动急停按钮偷偷截胡?料位传感器表面干净,但内部光电头被面粉糊住一半,反光弱了30%,刚好落在PLC判定阈值临界区;更隐蔽的是,有些客户自建的HMI做了二次逻辑覆盖,把原厂的“低料位延时启动”改成了“瞬时低料位即锁机”,结果一勺粉没加完,系统就以为要饿死了。高服现场用交叉验证法:用万用表实测端子电压、用示波器抓信号边沿、再拿手持式RFID读卡器扫一遍传感器本体型号——不是信软件显示,是信物理世界给出的实锤。
最后是“自动化集成异常”,尤其跟DCS或MES连不上时,很多人第一反应是换网线、重启交换机。其实90%的问题藏在协议缝里。比如Modbus TCP超时重传失败,未必是网络延迟,可能是某台配料系统的寄存器地址被手动改过,和MES下发的配方参数表对不上号;又或者CIP清洗后,PLC IP地址因DHCP租期到了被重分配,而MES侧静态路由没更新。高服的排查路径图不列108个步骤,只画三条主线:通信链路(物理层+网络层)、协议握手(功能码+寄存器映射)、业务校验(配方版本号+校验和CRC)。他们甚至会给客户留一份“白话版通信日志解读指南”,教产线班长看懂“Exception Code 02”到底是设备离线,还是地址越界。
说到底,故障不怕多,怕的是把症状当病因。新乡市高服机械股份有限公司干了40年物料处理,见过太多“通了气就转、清了堵就跑”的临时方案。他们提供的不只是解决方案,而是把粉体处理(吨袋拆包机、气力输送、智能粉仓)、计量(失重秤、微量喂料、动态校准)、安全环保(防爆设计、CIP清洗、粉尘防爆)这些模块之间的咬合关系,全摊开给你看清楚。连数字化服务也实打实落地:MES系统集成不是贴个接口文档就走人,AI能效管理会告诉你哪次加料多耗了0.8度电,远程运维平台连振动给料器轴承温度异常0.5℃都能提前72小时预警——不是等机器喊疼,是听它呼吸声不对就伸手扶一把。
集成调试这事,真不像装个新烤箱插上电就能用——你得让高速混合机和自动供料系统“对上暗号”,还得一起跳支不抢拍、不踩脚、连呼吸都同步的双人舞。高服干了40年物料处理,见过太多客户现场:设备摆得锃亮,PLC程序烧得漂亮,结果一投料,加料口刚开,搅拌桨还没转,卸料阀倒先弹开了;或者配方下达到位,失重秤也稳稳走着,可混合均匀度检测出来,后三分钟的样品总比前两分钟差那么一丢丢。问题不在单个设备,而在“合奏”没排练过。
3.1 高速混合机与PLC自动供料系统集成调试,核心就俩字:节拍。不是各自为政地“能动”,而是“该动的时候动,停的时候全停,快慢之间有默契”。高服的做法很实在:先出一张信号映射表,把混合机的“启动请求”“搅拌中状态”“卸料允许”“紧急抱闸”这些硬接线信号,和供料系统的“加料使能”“粉仓低料位锁定”“称重完成确认”“气力输送就绪”一一锚定,不靠经验猜,不靠备注蒙,每个IO点都标清楚来源、去向、触发条件和复位逻辑。接着是时序同步测试——不是光看秒表,而是用PLC自带的高速计时器+外部光电传感器,在加料开始、搅拌启动、主轴达速、卸料开启、卸料结束这五个关键节点打时间戳,拉出一条全流程节拍曲线。比如某糕点客户原来加料耗时22秒,但搅拌要等满25秒才启动,中间3秒空转吃电费;调完后加料21.8秒触发搅拌启动指令,主轴2.1秒内达速,全程严丝合缝。这种优化不改硬件,只靠调试,每年省下的空转能耗,够买半吨进口香草精。
3.2 调试完了不是终点,而是优化的起点。高服的智能优化不玩虚的,比如供料精度自学习补偿算法——它不靠人工反复调PID参数,而是把每次批次的失重秤实际输出值、气力输送风压波动、振动给料器频率响应、甚至当天车间温湿度,全喂进本地边缘计算模块。跑够50批次,系统自己画出“粉体流动性-给料偏差”关系图,下次加同一批预拌粉,自动微调给料器启停时序和振幅,把±0.8%的批次间偏差压到±0.3%以内。更进一步,有些客户上了近红外在线检测仪,实时反馈混合均匀度数据,高服就把这个信号反向接入供料系统:如果连续三组数据CV值偏高,系统会悄悄在下一周期多加0.5秒微量辅料时间,或临时提升失重秤动态校准频次——这不是“修机器”,是在教系统自己看脸色、调脾气。
3.3 最后说说“全生命周期”这词儿,别被听着像销售话术。高服的服务包,从交付那天就开始计时:验收前强制做72小时连续带料联调,培训不只教按钮在哪按,而是让产线班长带着配方本、故障记录表、通信日志截图,现场实操一次从换料到清线的完整流程;交付后每季度一次远程健康评估,不是发个PDF报告,而是调出你上季度的失重秤漂移曲线、气力系统压损趋势、PLC通讯中断频次,标红异常段,附上三条可落地的优化建议;等到设备跑了七八年,老旧西门子S7-300 PLC卡件停产了?他们真能帮你平滑迁移到国产安全可控平台,连IEC 61508功能安全等级(比如SIL2级急停回路)都原样复现,不是简单替换,是合规升级。新乡市高服机械股份有限公司专注物料处理40年,提供原料处理全流程解决方案,自动供料系统、供粉系统、气力输送系统、计量称重系统、配料系统、小料配料系统、供水系统、供油系统、流体输送系统、中央厨房供粉系统、输送粉系统、上投料系统等一站式解决方案;食品行业供料系统主要有:糕点供料系统、饼干供粉系统、小食品面粉供料系统、馍干输粉配料系统、调味品配料系统、烘焙供料系统、面点供粉系统、预拌粉供料系统、食品原料输送供料系统、供水系统、供油系统等。核心优势包括:粉体处理(吨袋拆包机、气力输送系统、智能粉仓)、计量(失重秤、微量喂料系统、动态校准技术)、安全环保(防爆设计、CIP清洗、粉尘防爆系统),数字化服务已深度融入:MES系统集成不是接口摆设,AI能效管理算得出哪次加料多耗了0.8度电,远程运维平台连振动给料器轴承温度异常0.5℃都能提前72小时预警——他们不卖设备,是陪你把这套系统从“能用”,调成“好用”,再养到“越用越懂你”。