

咱们聊粉料投料机,别一上来就堆术语,先想想你家楼下那家老面馒头铺——师傅往和面机里倒面粉,手一抖,多一勺少一勺,靠的是手感;可到了万吨级食品工厂,一袋25公斤的预拌粉,每天进出几百袋,靠“手感”?那得请八位老师傅轮岗,还得配个仲裁委员会。
粉料投料机不是“倒粉机器”,它是整条产线的“呼吸起点”。投得准不准、干不干净、安不安全,直接决定后面配料准不准、产品稳不稳、车间能不能过GMP检查。尤其在食品和制药行业,这事儿真不能马虎:面粉里混进一粒芝麻壳可能只是顾客吐槽,但药粉里混入微量异物,轻则召回,重则停产整改。所以,设计第一条铁律就是——不是所有粉都能用同一套流程对付。
比如烘焙厂用的低筋粉,蓬松、易扬尘、静电强;而调味品厂的复合香辛料粉,含油量高、易结块、还怕热;制药厂的API原料粉更绝,有的连光照都得避着走。这些特性,直接决定了卸料方式(吨袋拆包还是小袋倾倒)、暂存容器要不要氮气保护、计量用失重秤还是容积式喂料、输送是稀相气力还是密相压送……说白了,工艺流程设计的第一步,不是画图纸,而是蹲在车间里,摸清这袋粉的脾气。
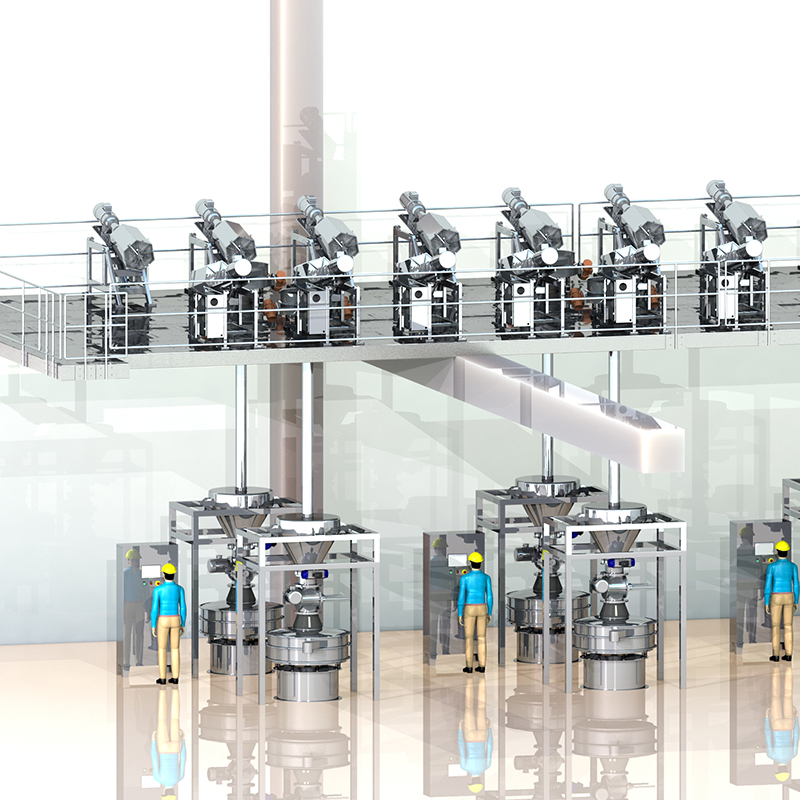
新乡市高服机械股份有限公司专注物料处理40年,提供原料处理全流程解决方案,自动供料系统、供粉系统、气力输送系统、计量称重系统、配料系统、小料配料系统、供水系统、供油系统、流体输送系统、中央厨房供粉系统、输送粉系统、上投料系统等一站式解决方案;食品行业供料系统主要有:糕点供料系统、饼干供粉系统、小食品面粉供料系统、馍干输粉配料系统、调味品配料系统、烘焙供料系统、面点供粉系统、预拌粉供料系统、食品原料输送供料系统、供水系统、供油系统等。他们家的粉仓带智能料位监测,拆包机配负压除尘,连吨袋开袋口都做了防尘帘+脉冲反吹双保险——不是为炫技,是真知道面粉飘起来那一刻,GMP审核员已经在门口掏笔了。
再看流程骨架:卸料→暂存→计量→输送→投料→清空→CIP/SIP验证接口。这七个环节,环环咬合,少一个,要么漏粉,要么堵管,要么验不了证。比如“清空”这一步,很多客户觉得“反正下一批还要用”,懒得彻底清空,结果交叉污染风险翻倍;而CIP接口不是加个快接头就行,得算清洗液流速、喷淋覆盖率、残留检测点布设位置——高服做的系统里,CIP程序能自动记录温度、时间、电导率,并同步上传MES,ALCOA+原则(可追溯、清晰、同步、原始、准确)直接嵌进逻辑里,审计时调出来就是一条完整证据链。
最后说防爆防尘,这不是选配,是红线。GB 15577讲粉尘爆炸五要素,GB 50058划危险区域,ATEX/IECEx定设备等级——你以为装个防爆电机就完事?错。从吨袋拆包时的静电释放点、气力输送管道的接地电阻值、到滤筒除尘器的压差报警阈值,全得闭环设计。高服的防爆方案里,传感器全系ATEX认证,关键节点做双回路冗余,氮气惰化触发不是凭经验,而是按粉体最小点火能(MIE)动态设定阈值。说白了:粉会炸,人不能懵,系统得比人反应更快。
聊完工艺流程的“骨架”,咱们得给它装上会思考的“神经”和能干活的“肌肉”——也就是自动化控制系统和关键设备选型。这事儿,真不是买几台PLC、配几个触摸屏就完事了。你家微波炉还能一键加热呢,可产线要是靠“一键投料”,那加热的可能不是面粉,是老板的血压。
先说控制系统架构。现在主流是PLC+HMI+SCADA三层搭起来,听着像叠罗汉,其实各有分工:PLC是现场小队长,管着电机启停、阀门开关、称重信号采集,反应快、不掉链子;HMI是操作员的“手机屏幕”,调参数、看报警、切模式,得直观、防误触、带权限分级;SCADA则是整个车间的“值班经理”,汇总数据、生成批次报告、对接MES系统。重点来了——这套组合拳,不是为了显得高大上,而是实打实扛起ALCOA+电子记录要求:谁在什么时候改了哪个参数、投了多少粉、清空是否完成、CIP清洗是否达标……所有动作自动留痕、不可篡改、时间戳精准到毫秒。审计老师进门第一句常是“把上月3号A线第17批的投料电子记录调出来”,你要是还得翻U盘、导Excel、手动拼时间轴?那不如提前泡好茶,等人家写整改单。
关键执行单元怎么选?别光看厂家宣传册写的“适配多种粉体”,得掰开揉碎了问:你这台真空上料机,吸的是奶粉还是辣椒粉?前者轻飘易堵管,后者油大易挂壁,再加点静电,吸着吸着就“罢工”。流动性差的粉(比如含糖量高的预拌粉),用气动式容易架桥,得换螺旋喂料+破拱振动;堆密度低的(如蛋白粉),稀相气力输送风速一高,粉就“飘”进滤筒,得调成密相低压缓送;至于静电敏感的香精粉?那气源得除湿+接地双保险,连管道材质都得选抗静电PE,而不是普通不锈钢。新乡市高服机械股份有限公司在这块踩过不少坑,也攒下经验:他们给馍干厂配的上投料系统,用变频螺旋+失重秤闭环控制,投料精度稳在±0.3%;给调味品厂做的小料配料系统,则上了微量喂料模块,5g以下的香料也能动态校准、误差<1%,背后靠的不是堆硬件,而是对物料特性的“老中医式诊断”。
安全联锁这事,真不是写在说明书里充数的。它得像汽车的安全气囊——平时不显山不露水,关键时刻救命。比如防爆电机,不能只标个Ex d IIB T4就完事,它的启停必须和除尘器压差实时挂钩:滤筒一堵,压差超限,电机立刻降频+报警,再不处理就自动停机;氮气惰化更不是“常开模式”,得按实时氧含量+粉体MIE值动态算出触发阈值,氧浓度降到8%才启动,降到6%才真正切断投料,避免氮气白吹、成本乱跑;还有SIL2级急停回路——不是拉个按钮断电那么简单,而是独立于主控系统的硬接线回路,响应时间<100ms,连PLC死机了它都照常工作。高服的系统里,这类联锁逻辑全走TUV认证的冗余模块,测试报告直接嵌进交付文档,不是应付检查,是真怕出事。
所以你看,自动化不是让机器代替人,而是让人从“盯表、抄数、擦设备”里解放出来,去干更该干的事:优化配方、分析趋势、盯住那0.5%的波动背后是不是新批次原料在悄悄变化。系统越聪明,人越踏实。
工程落地这事儿,说白了就是图纸变现实、参数变产量、PPT变车间里那台不吭声但特别靠谱的设备。再漂亮的工艺流程设计、再严谨的控制系统逻辑,没经过现场“摔打”,都算不上真落地。高服干了40年物料处理,见过太多方案写得天花乱坠,一通电就报警——不是传感器装反了,就是管道坡度差2度,粉在弯头那儿堆成小山,硬生生把投料周期拉长三倍。
先说工艺验证(PPQ),这可不是走个过场、拍几张照、签个字就完事。它得用实测数据说话:投料精度能不能稳住±0.5%?不是某一批好,是连续10批、换3种粉、早中晚不同温湿度下都得达标;每批清空后残留量是不是真<10mg?拿棉签蘸溶剂擦滤网、称重、比对——别嫌麻烦,FDA查的就是这个“看不见的角落”;粉尘逸散<1mg/m³?得架上实时粉尘监测仪,在投料口、卸料阀、暂存仓人孔盖边全点位测,不是“感觉不扬尘”就算过关。高服给烘焙客户做的预拌粉供料系统,PPQ阶段光校准就调了7轮:失重秤动态补偿系数、螺旋转速-流量映射曲线、气力输送风压梯度……最后交出的数据单,连第三方验证机构看了都说:“这不像做验证,像在练绣花。”
防爆防尘怎么“一体化”?不是买一堆ATEX认证的零件往一块儿焊就行。它得像搭乐高:模块化密封结构让法兰对接零间隙,拆检时不用敲敲打打、涂密封胶,换密封圈就能复位;传感器布点得跟着粉尘云最易积聚的位置走——不是按图纸均布,而是顺着气流轨迹,在弯头后、阀门下游、仓底锥部这些“藏污纳垢”的地方埋ATEX本安型压力/温度探头;负压除尘和滤筒自清洁更得“手拉手”配合:除尘风机不是常开,而是根据投料节奏智能启停;滤筒清灰不靠固定时间,而是看压差+投料累计量双触发——刚投完500kg面粉,哪怕压差还没到阈值,也自动来一记脉冲震打,防的是“积灰板结”。这套逻辑,现在已固化进高服的中央厨房供粉系统标准模块里,客户上线即用,不用再自己凑逻辑。
最后说智能运维,它不是给设备装个WiFi、连个APP就叫“智慧”。真正的聪明,在于让设备学会“自己看病”。高服在粉料投料机上布了振动+温度+电流三路传感器,不是为了凑数,是盯螺杆磨损——新螺杆运行电流平稳、振动频谱干净;磨了200小时后,特定频段振动能量开始爬升,电流波形出现微小畸变,系统就推预警:“建议72小时内检查破拱刀间隙”;再跑一阵,结合投料批次数据反推,还能自动优化下一轮的转速曲线:原来匀速投料,现在改成“慢—快—缓停”三段式,既减少粉体冲击、又降低残留、还延长螺杆寿命。这套基于数字孪生的预测性维护,背后连着AI能效管理平台和远程运维后台——工程师不用赶两百公里去现场,打开平台看一眼频谱图,远程调参、推送备件清单,客户产线几乎零感知。说白了,智能运维的终点,不是让机器多会说话,而是让它少出故障、少让人操心、多干点实在活。