

咱们聊胚芽粉输送系统,先别急着画管道、选风机,得先搞明白:这玩意儿不是普通面粉,它娇气得很。
胚芽粉是小麦、玉米或者燕麦的“精华浓缩版”,富含油脂、维生素E和不饱和脂肪酸——听着很健康,实操起来却让人头大。它粒径细(D50通常在40~80微米),休止角偏高(45°往上走),一受潮就结块,一接触空气就氧化变味,静电还特别爱抱团。你要是拿普通气力输送那套“猛吹硬送”的逻辑来对付它,轻则管道堵得像便秘,重则粉体发热氧化,整批料报废不说,还可能引发粉尘爆炸风险。所以第一关,不是选设备,而是读懂它的情绪——它怕什么、要什么、什么时候会闹脾气。
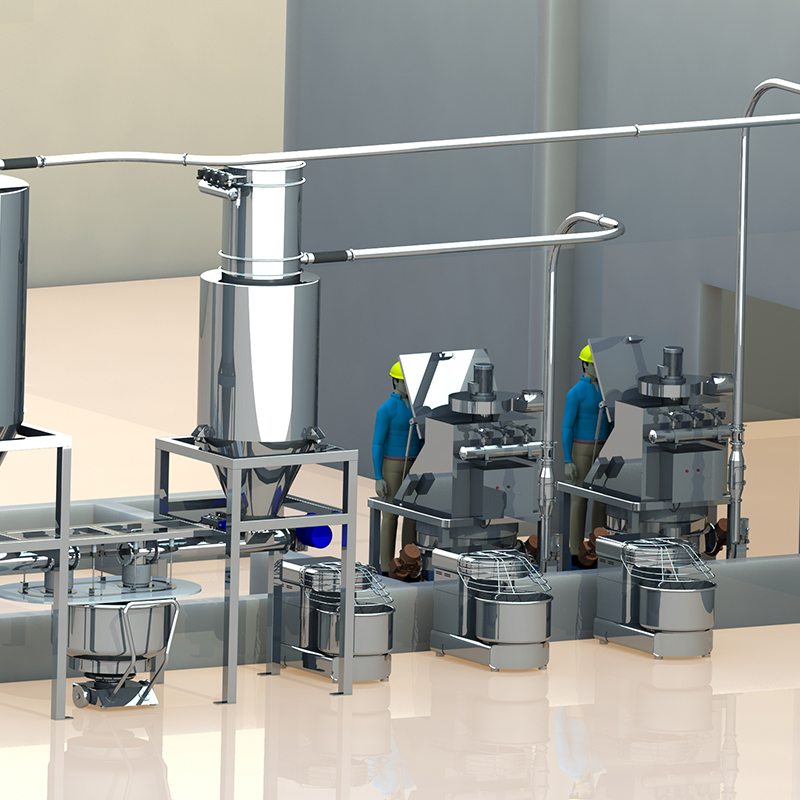
新乡市高服机械股份有限公司专注物料处理40年,对这类敏感粉体早摸透了脾气。他们做胚芽粉系统,从来不是套个标准方案就交差,而是从吨袋拆包开始就控湿度、防氧化:比如用带氮气置换功能的吨袋拆包机,拆包过程全程微正压惰性保护;再配上智能粉仓,带温湿度联动监测和底部流化气垫,让胚芽粉躺得安稳、走得顺溜。这种思路,本质上不是“怎么送得快”,而是“怎么送得不动声色”。
选型上更不能拍脑袋。稀相还是密相?不是看别人用得多,而是看胚芽粉的临界悬浮风速和防磨损风速区间——风太小,粉沉底;风太大,打碎颗粒、升温氧化、磨穿管道。高服按ASTM D8197和ISO 21506实测数据建模,帮客户卡在那个“刚刚好”的风速带里。再加上全系统316L不锈钢、无死角法兰、可扩展氮气保护接口,GMP不是写在墙上的一行字,是每一道焊缝、每一个密封面里长出来的习惯。
说到胚芽粉输送,很多人第一反应是“堵了怎么办?”——其实真等堵了再处理,已经晚了半拍。就像你不会等冰箱结满霜才想起除霜,更聪明的做法,是让霜根本结不起来。
胚芽粉堵管,从来不是偶然事故,而是几个“小毛病”合伙搞的局:湿度稍高一点,粉就吸潮结块,像糖霜粘在罐底;静电一攒,颗粒抱团成团,比芝麻糊还难散;弯管处气流一拐弯,速度骤降,粉就赖着不走;再加上上游喂料忽多忽少,下游风机干瞪眼——这哪是输送系统?简直是情绪不稳的早高峰地铁站。高服做这套系统,先不急着装设备,而是蹲在现场测数据:看车间湿度波动曲线、测拆包后粉体含水率变化、录下喂料阀开度与瞬时流量的匹配关系……把“堵”的根子,从流体力学层面一层层剥开,而不是靠经验拍板。
防堵这事,光靠“加粗管道”或者“加大风量”这种 brute force(蛮力)打法,只会让问题更隐蔽、更难复现。新乡市高服机械股份有限公司的解法很实在:用技术把“不确定”变成“可调节”。比如,在关键喂料点配变频旋转阀+底部振动流化板——阀速随下游压力微调,振动频率按粉体流动性实时响应,相当于给胚芽粉铺了一条“会呼吸的传送带”;再配上文丘里式在线气流整流器,不是简单吹气,而是把紊乱气流重新梳顺,让粉气混合更均匀;最关键是那套压力梯度动态监测系统,沿程布点采集压差变化,风量不再固定不变,而是像汽车自适应巡航一样,自动补风、自动降速、自动避峰,真正实现“风随粉动”。
当然,再聪明的系统也得留一手——不是防万一,而是防“那个万一时刚好没预警到”。高服在核心段落设计双回路旁通应急卸料通道,平时闭合零干扰,一旦主路压差异常持续3秒,阀门0.8秒内切换,粉直接导向缓存罐,产线不停机;所有易积料弯头、三通、变径处,都嵌入耐刮擦蓝宝石窥视窗,不用拆盖、不用停机,一眼看清内部状态;连AI预警模型都不是泛泛而谈,而是基于上万小时真实压差时序曲线训练出来的——它认得清“缓慢爬升”和“突刺跳变”的区别,也分得清是喂料波动还是管壁结垢。说白了,这套保障体系不追求“永远不出错”,而是确保“错得出来、看得见、刹得住、接得上”。
干净,不是洗完就算;是洗得明白、验得踏实、查得有据。
很多客户聊到CIP清洗,第一句常是:“你们能配自动清洗吗?”——我们一般会反问一句:“您上次验证清洗效果,用的是抹布擦还是ATP检测仪?”不是抬杠,而是想说:在胚芽粉这类高营养、易氧化、低残留要求的物料系统里,“能洗”和“洗到位”,中间隔着一整套验证逻辑。新乡市高服机械股份有限公司做洁净管理,从不把CIP当成一个“附加功能”,而是把它嵌进系统骨子里:管道怎么走,喷头怎么装,阀门怎么切,数据怎么记,全按FDA《CIP Validation Guide》和国内GMP附录《确认与验证》来对齐。
3.1 CIP清洗工艺定制化设计,讲究的是“不抄作业,只解题”。胚芽粉含油脂和蛋白,碱液负责松解有机膜,纯化水冲掉可溶物,酸液中和残留碱并钝化不锈钢表面——三步缺一不可,但每步的时间、温度、流速、喷淋覆盖率,都得重新算。比如喷淋球,不是买个标品往法兰上一拧就完事。我们按管径、弯头数量、变径位置,用CFD模拟流场,校核每个喷嘴的实际覆盖半径,确保死角区域流速不低于0.8m/s(这是FDA建议的最低扰动流速)。碱液浓度控制在1.2–1.5%,温度维持在72±2℃,既保证皂化效率,又避免高温加速不锈钢析出镍离子——这些参数不是经验估的,是拿胚芽粉残渣在实验室反复挂片、浸泡、检测后定下来的。
3.2 清洗到底干不干净?光靠“看着亮”不行,得靠三维验证搭台唱戏:目视检查看有无挂壁、色水试验测流路是否全通、微生物拭子采样查菌落总数。但最狠的一招,是ATP生物荧光检测——棉签一擦,仪器三秒出数,阈值设在10 RLU以下(相当于单个细菌量级),超了就得返工。清洗完还不算完,紧接着是干燥空气吹扫。很多人忽略这点,以为水冲完就等于干了。其实残留湿气才是微生物滋生和胚芽粉氧化的温床。高服系统标配露点≤-40℃的深度干燥模块,吹扫时间按管容积动态计算,确保内壁水膜彻底剥离,连显微镜下都找不到冷凝水痕。
3.3 洁净这事,不能靠人盯、靠手记、靠翻本子。高服的CIP系统自带“数字洁癖”:每次清洗,温度曲线、流量积分、各阶段时长、阀门动作序列,全部自动打上时间戳归档,符合电子记录ALCOA+原则;快拆式过滤器和气动换向阀采用模块化接口,不用扳手、不卸螺栓,徒手30秒完成更换;更关键的是,清洗SOP不是贴在墙上的一张纸,而是直接嵌进控制系统,符合ISA-88批次控制标准——比如配料批次结束、系统停机待机超2小时、或连续运行达8批次,系统自动弹出清洗触发选项,点一下,整个流程就按预设逻辑跑起来,人工干预仅限于确认和复位。说白了,我们不教客户怎么“讲卫生”,而是帮他们建一套“自己会按时刷牙、还能记住刷了几次”的系统。
这套CIP体系,背后是高服40年物料处理沉淀下来的洁净逻辑:粉体处理讲防爆与密闭,计量讲失重与校准,而洁净管理,必须讲验证、讲追溯、讲干燥——少一步,都不是真干净。