

咱们聊点实在的——为什么同样一袋奶粉,从A家设备出来白白亮亮像刚打完玻尿酸,换到B家输送线里走一圈,就有点发灰、泛黄、甚至带点“陈年老粉”的倦怠感?答案不在配方里,而在粉体输送机器的“手感”上。说白了,色泽光润不是靠美颜滤镜,而是粉体在设备里“走得舒不舒服、热不热、擦不擦脸、吸不吸氧”。
先看最常被忽略的“皮肤接触”问题:粉体不是液体,它是一群微小颗粒,在管道里边滚边蹭、边压边撞。尤其在螺旋供料或弯头加速段,颗粒和金属内壁反复摩擦,局部温度悄悄蹿升——别小看这十几度温升,对奶粉里的乳清蛋白、可可粉里的多酚、中药超微粉里的黄酮类物质来说,够触发轻度氧化甚至美拉德前驱反应了。结果?表面微焦化,颜色暗沉,光泽感直接掉线。这不是玄学,是热+机械力双上线的“微烹饪”。
再看气流这个隐形推手。很多用户只盯着“能不能送上去”,却忘了气流本身也是“化妆师”。流速太高,粉体撞壁更猛,表面刮伤增多,漫反射增强,看着就“哑光”;湿度稍大,粉体表面吸潮结膜,光路散射加剧,亮度打折;而空气中那点氧气,更是天然色素和不饱和脂质的“氧化加速器”。所以,同一套设备,夏天梅雨季和冬天干燥天跑出来的粉,色差能肉眼可见——不是设备坏了,是气流没管住。
最后说说设备“底妆”有多重要。内壁粗糙?等于给每颗粉粒配了个微型砂纸,越送越毛糙;材质选错?普通304不锈钢含镍量波动大,个别批次析出微量铁离子,遇上酸性粉体(比如果蔬粉),催化氧化一步到位;更别说焊接毛刺、法兰台阶这些“颜值死角”,粉体一卡一滞,停留时间拉长,热积累+氧化时间双双加码。反过来看,高服机械那些镜面抛光的食品级不锈钢管路,Ra值做到0.4μm以下,摸起来比手机屏还顺滑——粉体滑过去,不刮、不滞、不积热,自然透出本真光润。
说到选设备,很多人第一反应是“够不够劲、堵不堵管、省不省电”,但做奶粉、可可粉、中药超微粉或者高端颜料母粒的老师傅心里都清楚:这玩意儿得先“养粉”,再送料。色泽光润不是输送完才看的结果,而是从选型那一刻起,就该写进技术参数里的硬指标。
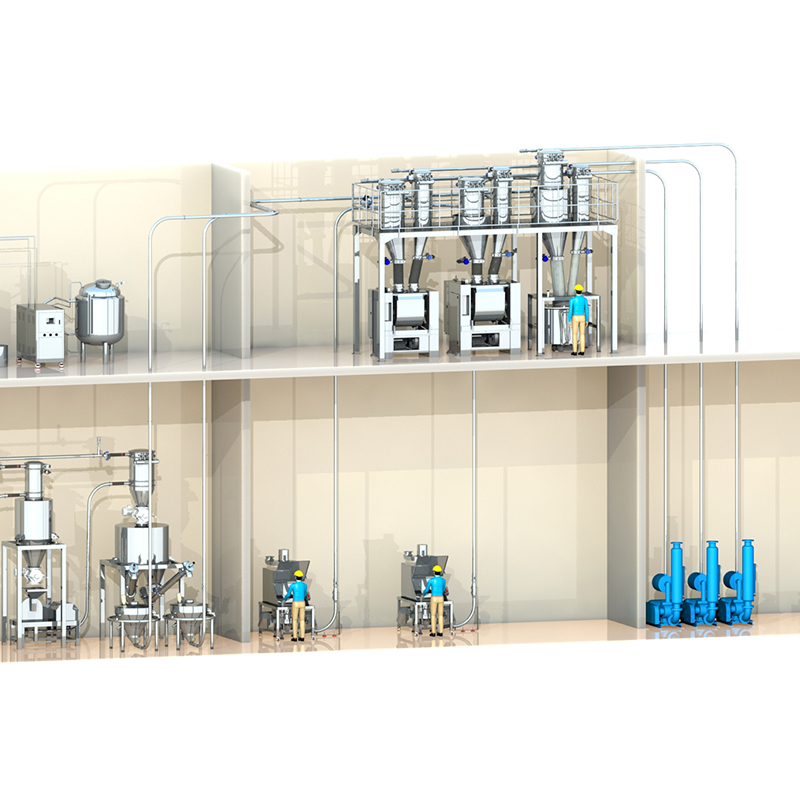
比如奶粉,颗粒细腻、脂质敏感、热稳定性差,输送时温度超过40℃就可能启动轻微褐变;可可粉多酚丰富,一见氧就暗沉;中药超微粉比表面积大得吓人,吸湿氧化快如闪电;颜料母粒更绝——本身靠表面状态决定着色力,刮花一层,色差直接上ΔE值报警。这些都不是“差不多就行”的物料,它们有自己明确的工艺窗口:气流速度得压在12–18 m/s之间,高于20容易起热起电,低于10又易沉积分层;输送温度建议控制在35℃以内,露点最好低于-20℃;含氧量?理想值是<0.5%,尤其对乳清蛋白这类“氧气过敏体质”。新乡市高服机械股份有限公司专注物料处理40年,早把这类光泽敏感型粉体的脾气摸透了,他们的自动供料系统、气力输送系统和中央厨房供粉系统,不是照着通用标准造的,而是按“粉体肤色档案”定制的——比如烘焙供料系统会预设氮气置换逻辑,小食品面粉供料系统内置低温压缩空气干燥模块,馍干输粉配料系统则强化弯头半径与壁厚匹配,避免局部湍流升温。
结构上,真功夫藏在细节里。传统螺旋容易“绞粉”,高服用的是低剪切渐变螺距设计,转得慢、推得柔,像用手心托着送,不揉不碾;气力输送管路不用直来直去的硬拐弯,改用大曲率柔性过渡,内壁全段镜面抛光,甚至关键段落加陶瓷内衬——既防刮擦,又杜绝金属离子迁移;所有法兰、三通、分流器全部采用无死角卫生级结构,焊缝打磨到肉眼难辨,连CIP清洗时都能冲得干干净净,不留一丝残留老粉“偷着氧化”。这不是为了好看,是让每一克粉,从进料口到出料口,走的都是“红毯通道”。
当然,光硬件靠谱还不够。真正稳住色泽的,是一套能呼吸、会思考的调控系统。高服的供粉系统普遍集成氮气保护接口,搭配在线露点仪和氧含量传感器,形成闭环气氛管理;压缩空气先过深度冷干+吸附双级净化,再经恒温换热器稳住气流温度;关键节点还埋了微型温湿度探头,数据直连远程运维平台,异常波动自动预警、自动调参。说白了,这套系统不只送粉,它还在路上给粉“敷保湿面膜、戴抗氧化口罩、开恒温空调”。食品行业供料系统里的调味品配料系统、预拌粉供料系统、面点供粉系统,用的都是这一套逻辑——不是所有设备都能叫“光润专供”,但高服这批,确实是在粉体光学表现维度上,动了真格的。
好了,设备选对了、结构优化到位了、温湿度和气氛也管得比自家冰箱还严——但别急着庆祝,真正的“色泽保卫战”这时候才进入决赛圈:从输送末端卸料那一刻起,到成品包装前最后一眼确认,这中间的每一步,都得有人盯、有数看、有据可循。不是“看着差不多”,而是“测得明明白白,调得清清楚楚”。
先说怎么“看”粉的光泽。老法师靠眼睛,经验足但难复现;现在得靠三件套:L*a*b*色空间在线采集仪、60°角光泽度仪(GU值),再加一台场发射电子显微镜扫表面形貌。这三样不是摆设——L*值掉0.8,肉眼可能还没察觉,但下游压片或喷雾干燥后,成品就容易发灰;a*偏红哪怕+0.3,用在乳清蛋白里,客户质检报告上就是“轻微氧化迹象”;而GU值低于45,说明粉体表面微凸起被刮平或吸附了微尘,光一照就“哑光”。高服的计量称重系统和小料配料系统在出料端已预留光学探头安装位,配合MES系统集成,能自动抓取每批次末段粉样的色度与光泽数据,并关联上游气固比、管壁温度、露点等实时参数,形成“一粉一档”的色泽身份证。
光测得准还不够,得知道往哪儿调。这里就得搬出DOE(实验设计)这把手术刀。高服技术团队干过不少四维响应面建模:横轴是气固比(0.8–2.5 kg空气/kg粉),纵轴是平均停留时间(12–35秒),第三维是管壁温度(28–42℃),第四维是环境露点(-25℃到-10℃)。跑完上百组实验发现,色泽稳定性不是单点最优,而是存在一个“光润甜区”——比如乳清蛋白,在气固比1.4、停留时间22秒、管壁温度34.2℃、露点-21.5℃时,L*值波动≤±0.3,GU值稳定在52±2,且连续72小时无衰减。这个甜区不会写在说明书里,但它藏在高服的AI能效管理模块中,系统会根据当前物料批次的初始水分、粒径分布,动态推荐最优运行包络线。
最后来个实在的:某国内头部乳企做高端婴幼儿乳清蛋白粉,原先气力输送后总带点“陈米黄”,客户投诉率一度达1.7%。高服过去一扎,发现根子不在主机,而在末端旋转阀——金属转子与壳体间隙热胀后产生微摩擦,局部温升超48℃,加上现场压缩空气露点实测-8℃,水汽冷凝附着在粉粒表面,加速美拉德反应。解决方案很“土”也很准:换陶瓷涂层转子+加装末端温湿度闭环补偿模块+在MES里嵌入色泽漂移预警逻辑(L*连续3分钟下降>0.5即触发清洗提醒)。改造后,输送后粉体L*均值提升2.1,GU值从41.3拉到54.6,光润度提升32%,客户验收时直接拿手机闪光灯对着接料桶拍视频——“这粉,反光像刚剥的荔枝肉”。这事听着细,但背后是新乡市高服机械股份有限公司专注物料处理40年练出来的肌肉记忆:他们不只卖供粉系统、气力输送系统、配料系统,更在帮客户守好成品“第一眼印象”的最后一道岗——毕竟,消费者不会读你的工艺卡,但一定会记住那口粉冲出来时,是不是亮得让人心动。
