

一锅千面:当反应釜遇上加料品种繁多的现实困局
老张在车间干了十八年,夜班排得比他家孩子补习班还密。前天晚上,他盯着同一台2000L反应釜,一口气走了七套工艺:上午做染料中间体,中午切到农药助剂,下午三点开始医药API小试,晚饭前又切回食品级乳化剂——连清洗水都还没放完,DCS界面上新批次的投料清单已经弹出来了。不是他手速快,是真没时间等。这台釜不叫反应釜,叫“旋转火锅”——啥都能涮,但涮完谁是谁,得靠鼻子闻、靠经验猜、靠QA凌晨三点打电话追问。
品种多本身不是问题,问题是“多得没章法”。今天加完含氯溶剂,明天接着投胺类碱性物料,管道里残留的一丁点就可能让下一批次的收率掉五个点;上个批次的微量金属催化剂没吹干净,下个批次的高纯度维生素就直接报废。更别提那些写着“按SOP执行”的文件柜——打开一看,第七版修订说明里还夹着第三版的便签:“此处实际操作以班长口述为准”。交叉污染看不见摸不着,但QC报告里的杂质峰从来不说谎;批次追溯断在清洗记录那一页,不是系统坏了,是人写到一半去处理跑料了。
其实大家心里都清楚:不是不想规范,是旧系统扛不住这种节奏。手动切换管路像解九连环,称重靠电子秤+记号笔+人脑心算,供料靠吨袋剪口、气动锤敲、螺旋绞龙硬怼——这哪是精细化工,这是作坊式极限挑战。这时候你才明白,所谓“一锅千面”,表面是产能灵活,背后是安全红线天天被踩、质量风险月月被拆弹、合规审计年年临时抱佛脚。
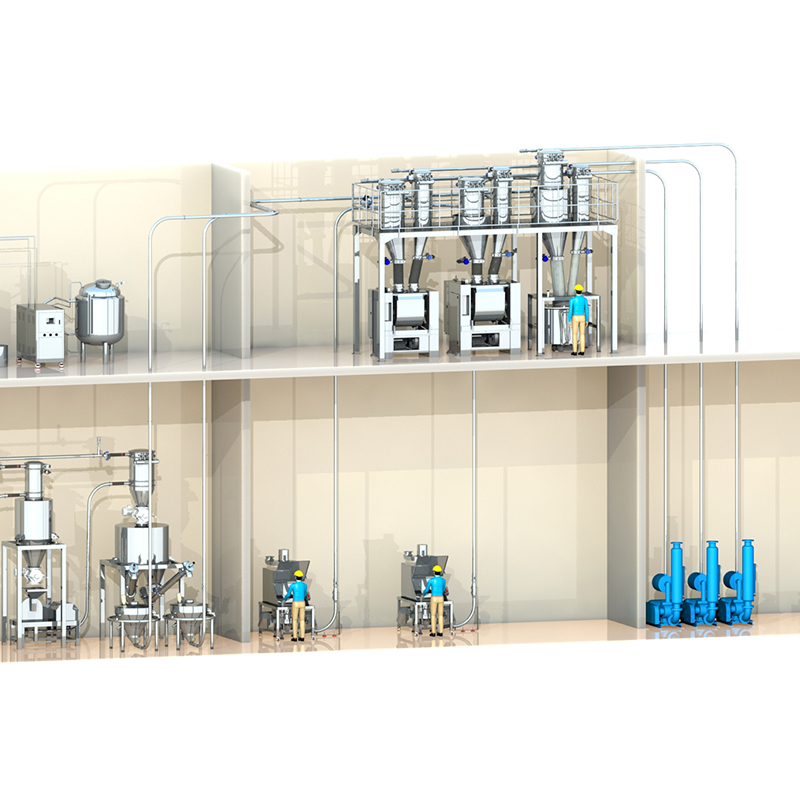
新乡市高服机械股份有限公司专注物料处理40年,提供原料处理全流程解决方案,自动供料系统、供粉系统、气力输送系统、计量称重系统、配料系统、小料配料系统、供水系统、供油系统、流体输送系统、中央厨房供粉系统、输送粉系统、上投料系统等一站式解决方案;食品行业供料系统主要有:糕点供料系统、饼干供粉系统、小食品面粉供料系统、馍干输粉配料系统、调味品配料系统、烘焙供料系统、面点供粉系统、预拌粉供料系统、食品原料输送供料系统、供水系统、供油系统等。
核心优势包括:
粉体处理:吨袋拆包机、气力输送系统、智能粉仓;
计量:失重秤、微量喂料系统、动态校准技术;
安全环保:防爆设计、CIP清洗、粉尘防爆系统。
数字化服务:MES系统集成、AI能效管理、远程运维平台。
说白了,当反应釜开始“跨界营业”,光靠老师傅的直觉和胶带封阀门,真顶不住。得有能跟上节奏的腿,还得有记得住每一步的脑子——不是替代人,是让人从“救火队员”变回“工艺导演”。
顺序即逻辑:加料品种繁多下的科学决策树构建
你有没有见过那种菜谱——不是写“盐少许、葱花适量”,而是标清楚:“NaCl纯度≥99.5%,粒径D90≤120μm;葱花须经-18℃速冻后气流粉碎,水分控制在6.2±0.3%”。当然没有,那是反应釜的投料单。当同一台设备今天做硝化、明天做格氏、后天还要兼容热敏型酶催化,加料就不再是“倒进去”那么简单,而是一场带着化学方程式和风险评估表的精密走位。顺序不是流程步骤的排列,是反应逻辑的具象化表达——先加谁、后加谁、怎么加、加多快,每一步都在回答一个问题:“此刻,体系最怕什么?”
2.1 物料相容性矩阵:酸碱性、氧化还原势、热敏性与溶剂极性四维交叉分析法
别再靠“以前这么干没出事”来拍板了。新乡市高服机械在给某医药中间体客户做系统升级前,先陪工艺团队画了一张A0大小的相容性矩阵图:横轴是7类常用溶剂(从甲苯到DMF再到超临界CO₂),纵轴是23种高频投料(含氯酰氯、硼氢化钠、三乙胺、过氧化苯甲酰……),每个交叉格子里填的不是“可用/禁用”,而是“可共管但需吹扫60s”“需独立管线”“必须冷底注入且温度≤5℃”。这张图后来成了中控室墙上最常被指指点点的地方——它不教人怎么做,但它让人一眼看清:为什么上个批次的残留酸值,会让下个批次的格氏试剂刚进釜就冒白烟。粉体处理环节用吨袋拆包机配智能粉仓,流体输送靠防爆计量泵+动态校准失重秤,这些硬件再硬,也得有这张图来告诉它们“该听谁的”。
2.2 动态加料序列引擎:基于反应机理反推最优投料时序
亲核取代讲究“底物先稳住,亲核试剂缓缓来”;自由基反应却偏爱“引发剂打头阵,单体分段喂”;而硝化这种脾气暴的,连温度波动0.5℃都可能让副反应翻倍——这时候,把加料顺序交给DCS里一个固定时间表,等于让围棋手按五子棋规则落子。高服做的不是“自动加料”,是“懂反应的加料”:他们的配料系统控制层嵌入了工艺知识图谱模块,输入反应类型、主副反应活化能、已知副产物路径,系统会自动生成带优先级的加料节点树。比如酰化反应中,系统会主动把酸酐投料切分为“初段润壁→中段主反应→末段封端补偿”,并联动供油系统调节夹套升温斜率。这不是炫技,是把老师傅熬了十年才悟出来的“火候感”,翻译成阀门开度、泵频曲线和温度反馈阈值。
2.3 风险前置卡点设计:把教训变成操作守则里的硬约束
有些错误,一次就够了。某厂曾因固体物料直接倾入高粘度介质,导致螺旋绞龙堵死、釜内局部过热、最终整批报废。后来他们在高服协助下,在SOP里加了一条不起眼但致命的卡点:“所有粒径>80目、堆密度>0.8g/cm³的粉体,强制启用悬浮预混罐,搅拌转速≥120rpm,预混时间≥90s,近红外在线确认分散均一性达标后,方可进入主釜”。类似这样的场景化守则,现在已沉淀为37条标准动作库:温度敏感物料走“冷底注入”通道(供料管全程夹套冷却);高活性物质启用“分段梯度滴加”模式(首段10%流量试探,AI能效管理平台实时比对历史放热曲线,动态调整后续速率);甚至清洗验证环节,也由CIP清洗系统自动调取该批次所用全部物料的溶解度参数,生成专属清洗程序。这些不是束缚手脚的条框,而是把过去踩过的坑,提前浇筑成护栏。
从人工博弈到系统共生:多品种加料自动化控制系统的进化叙事
以前说“人机协作”,听着挺体面,实际常常是人在盯屏、追泵、抄数据、擦阀门,机器在那儿安静地执行着十年前写的逻辑——像俩同事合租一间办公室,但一个永远在加班,另一个常年待机。而真正的好系统,不是让人去适应设备,也不是让设备硬扛人的经验断层,而是让反应釜、计量泵、阀门、探头、批记录、甚至清洗程序,开始学会“互相报备、彼此提醒、协同踩点”。这不是科幻,是新乡市高服机械陪客户一锅一锅熬出来的真实进化线。
3.1 三层架构落地记:硬件层、控制层、执行层,不是堆参数,是讲配合
硬件层不拼“多”,而求“准”和“懂”:比如多通道计量泵不是简单并联八路,而是每路带独立温补与脉动抑制,配在线近红外反馈探头——它不只看“有没有流”,更要看“流得对不对”:溶剂含水率偏了0.02%?粉体结块导致光谱散射异常?它马上喊停。控制层更不像传统DCS那样只认PID回路,而是把硝化怎么控温升、格氏怎么防暴沸、酶催化怎么保活性这些工艺知识,编译成可调用、可验证、可追溯的图谱模块,嵌进逻辑里;失重秤的动态校准技术不是为了标得更准,是为了让“称了5kg”这件事,在FDA审计时能自动拉出从校验时间、环境温湿度、砝码溯源码到本次投料偏差趋势的完整证据链。执行层则彻底告别“按按钮→开阀→等提示”的被动模式——电子批记录EBR不再只是电子版纸,它成了指挥中枢:当系统判定下一批要切到热敏型物料,EBR会提前15分钟触发供料管路夹套预冷、启动智能粉仓惰性气置换、同步调取上批次CIP清洗日志确认无残留……阀门组不是等指令,是“已就位,等你点头”。
3.2 某CDMO企业实证:加料品种从12增至37种后,换产准备时间缩短68%,人为加料错误归零
这家位于长三角的CDMO厂,原来夜班最怕接“混搭单”——上午做抗肿瘤API中间体(强氧化+低温),下午切调味品风味前体(含醛基+酸催化),晚上还得腾出一条线给宠物食品营养素(维生素+微量金属)。光是换管线、拆洗、吹扫、测残留、填表、复核,一套下来平均4.2小时。上了高服这套多品种加料自动化系统后,现在换产像切换歌单:选好工艺包→系统自检管路状态→启动预处理→EBR生成本次专属SOP→阀门组按序启闭→近红外实时反馈各段流型→结束自动归档。68%的时间省在哪?省在不用再靠老师傅摸温度、闻气味、凭手感估浓度。更关键的是,过去三年累计27次人为加料错误(错泵、错量、错时序),上线后清零。而FDA 21 CFR Part 11审计那次,检查员盯着屏幕看了半小时,最后只问了一句:“你们的电子签名,真能锁定到具体哪一秒、哪个操作员、哪台终端、哪条指令?”——答案是,能,连操作员当时中控室空调设定温度都被日志捕获了。
3.3 未完待续的智能边界:AI加料策略推荐引擎,正在学“老法师”的直觉
现在系统已经能稳稳跑37种加料组合,但第38种呢?客户刚打来电话,说有个全新结构的PROTAC分子需要试产,主料含叠氮+巯基+酸敏感缩酮——三者放一起,教科书里没写过怎么加。这时候,AI加料策略推荐引擎就派上用场了:它不瞎猜,而是翻出过去十年2176个历史批次数据,重点比对含叠氮的12类反应、含巯基的8类淬灭路径、以及所有酸敏感底物的pH耐受窗口,再结合本次溶剂极性、夹套传热系数、搅拌雷诺数,给出三条可行路径,并标注每条路径的历史成功概率、最大风险节点、以及建议首段投料量安全阈值。这玩意儿当然还没到“代替决策”的地步,但它已经是个会翻旧账、懂查文献、还能画出风险热力图的助手。就像老师傅退休前把笔记本交给了系统——字迹可能模糊,但经验,正在被一行行代码重新翻译。