

你有没有见过那种反应釜车间——上午还在做维生素C泡腾片的配方,中午换线做蛋白粉预混料,下午又切到一款新研发的益生菌固体饮料?不是演电视剧,这是很多食品、制药、营养品工厂的真实日常。品种多得像点外卖时的菜单,但问题来了:每种物料脾气还不一样——有的像面粉一样轻飘飘爱飞扬,有的像蜂蜜一样黏糊糊难计量,有的要精确到0.1克,有的差个500克都无所谓。更头疼的是,刚投完A批次,设备还没喘口气,B批次的指令就弹出来了。这不是在比谁手速快,而是在考“工况适应力”:物性差异大、切换频次高、配比精度要求还各不相同——就像让一个厨师同时用铁锅炒川菜、用砂锅炖粤汤、再用分子料理机做甜品,火候、工具、节奏全得自己掰扯清楚。
新乡市高服机械股份有限公司专注物料处理40年,提供原料处理全流程解决方案,自动供料系统、供粉系统、气力输送系统、计量称重系统、配料系统、小料配料系统、供水系统、供油系统、流体输送系统、中央厨房供粉系统、输送粉系统、上投料系统等一站式解决方案;食品行业供料系统主要有:糕点供料系统、饼干供粉系统、小食品面粉供料系统、馍干输粉配料系统、调味品配料系统、烘焙供料系统、面点供粉系统、预拌粉供料系统、食品原料输送供料系统、供水系统、供油系统等。他们见过太多客户对着反应釜叹气:“不是不想换品种,是换一次,清半天,调三次秤,录五遍数据,最后还得补签字……”
说到底,多品种投料不是“能不能投进去”的问题,而是“投得准不准、换得顺不顺、查得清不清、说得明不明”的系统性瓶颈。它卡在人、机、料、法、环的每一个接口上——比如粉体飞了没人知道,液体滴漏没记录,小料称多了靠经验抹掉……这些看似小动作,一到GMP审计或者FDA现场检查那天,就成了电子批记录里刺眼的空白项。
那怎么让反应釜不“挑食”,还能在不同配方间丝滑切换?答案不是给操作工发本《投料速成手册》,而是把整套投料逻辑,从“人脑记忆+手写台账”升级成“系统预判+自动执行”。
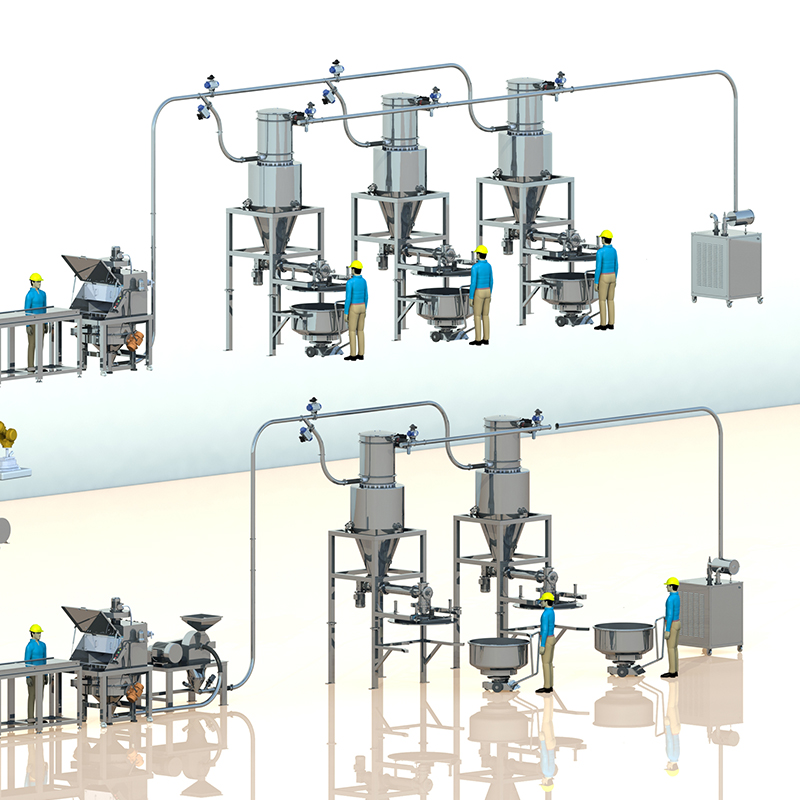
先说硬件底座——模块化投料单元。这可不是换个接头就叫模块化。高服的思路很实在:粉体走气力输送配智能粉仓,液体走变频泵加质量流量计,粘稠料用螺杆泵配温控夹套防凝固。每个单元自带快拆卡箍、IP65防护、防爆等级认证,换一个品种,就像给手机换壳——拧开两颗卡扣,拔掉通讯和气源插头,3分钟内完成物理切换。更关键的是,这些模块背后有统一的数据协议,不管你是投奶粉还是投乳清蛋白,系统都认得清谁是谁,该走哪条路、用哪种计量方式、校准周期是多久,全在后台配置表里写得明明白白。
再看软件大脑——配方驱动的智能投料控制系统。它不像老式PLC那样只管“开阀→称重→关阀”,而是把每一道投料动作,都嵌进配方树里:A批次第3步要投0.82kg抗坏血酸钠(精度±0.5g),系统自动调用微量喂料系统+动态校准技术,边下料边比对失重秤实时曲线;B批次中途断电了?没关系,系统记着你刚投了73.6%——来电重启后,自动续投剩余26.4%,连补料补偿算法都算好了。还有流量积分校验这招,专治“阀门微漏、泵效衰减”这类隐形误差,液体投完,系统会拿瞬时流量曲线积分值,跟称重结果交叉核对,差超0.3%就报警,不让你糊弄过去。
最后是系统级协同——不是单打独斗,而是整个车间“听一个声音”。这套控制系统不是孤岛,它直接嵌在MES/DCS/SCADA的神经末梢里。当MES下发“切换至益生菌预混料B-2024批次”指令,系统秒级响应:自动加载对应配方参数、切换计量模式、打开指定供粉路径、同步生成电子批记录字段——称重数据、阀门动作时间戳、异常告警日志,全部带时间戳、用户ID、设备ID三重标签,ALCOA+原则(可追溯、清晰、同步、原始、准确、完整、一致、持久)不是写在墙上,是刻在每一条数据流里。你不用再手动填12张表,系统早把合规性“编译”进运行逻辑了。
新乡市高服机械股份有限公司专注物料处理40年,提供原料处理全流程解决方案,自动供料系统、供粉系统、气力输送系统、计量称重系统、配料系统、小料配料系统、供水系统、供油系统、流体输送系统、中央厨房供粉系统、输送粉系统、上投料系统等一站式解决方案;食品行业供料系统主要有:糕点供料系统、饼干供粉系统、小食品面粉供料系统、馍干输粉配料系统、调味品配料系统、烘焙供料系统、面点供粉系统、预拌粉供料系统、食品原料输送供料系统、供水系统、供油系统等。核心优势包括:粉体处理——吨袋拆包机、气力输送系统、智能粉仓;计量——失重秤、微量喂料系统、动态校准技术;安全环保——防爆设计、CIP清洗、粉尘防爆系统;数字化服务——MES系统集成、AI能效管理、远程运维平台。说白了,他们不卖设备,卖的是“换品种不慌、查数据不翻、过审计不抖”的底气。
多品种频繁切换,反应釜倒是很开心——今天吃巧克力酱,明天尝海苔粉,后天还要配点柠檬酸钠提神。可问题来了:它吃完不刷锅,下一道菜谁敢吃?
清洁验证这事,真不是拿抹布擦两下、再拍张照交差就完事的。尤其当你的产线一天切七次配方,前脚刚投完含麸质的预拌粉,后脚就要上无麸质婴儿米粉——这时候,“差不多干净”和“绝对干净”之间,差的不是一盆水,是一份召回通知。
3.1 清洁工艺开发,得先学会“挑重点”。高服做清洁策略,不靠经验主义拍脑袋,而是把每种物料按毒性、溶解性、残留风险拉出来排座次。比如用PDE(每日允许暴露量)算出某款色素的残留限值是1.2μg/cm²,再结合ADE(健康导向暴露限度)和HC50(半数致死浓度)交叉比对,把几十个品种科学分组:高活性小料归一类,易结晶糖浆单列一组,油脂类另设清洗档位。最差条件选的也不是“最难洗的那个”,而是“洗得最冤枉的那个”——比如在所有同组品种里,选溶解度最低、吸附性最强、检测灵敏度最差的代表,把它洗干净了,整组都算过关。这招省掉70%重复验证,也堵死了“这个没验过,但应该差不多”的合规漏洞。
3.2 光有逻辑还不够,得让清洁过程“看得见、测得准、说得清”。高服的CIP系统不只管喷淋,还带TOC在线监测探头,冲洗水一过,总有机碳数值实时跳动,拐点一出现,说明顽固残留冲出来了;pH和电导率双参数梯度追踪,专抓酸碱中和不彻底或清洗剂残留;更绝的是内窥成像模块——机械臂带着高清镜头钻进反应釜死角,画面直传中控屏,操作员不用开盖、不用爬罐,就能确认“搅拌轴根部那圈白霜,确实没了”。这些数据不是存在U盘里等审计时翻,而是自动打上时间戳、设备ID、操作员指纹,同步进MES电子批记录,清洁报告生成速度比你泡杯面还快。
3.3 防交叉污染,光靠“人小心”太玄学,得靠“硬件锁死+流程卡死”。高服方案里,物理隔离不是画条黄线就叫隔离——他们在投料主管路上设三段式气动隔断阀,清洁未完成时,下游管路直接物理断开;每条分支管路配激光蚀刻专属编号+RFID标签,扫一下就知道“这条专供乳清蛋白,上一次清洁时间是昨天14:23,有效期至今日18:00”;最关键的电子锁控,把Clean-in-Place状态和投料许可做成硬联动:CIP未达标→系统拒绝加载任何配方→投料阀根本打不开,连手动模式都被权限锁死。这不是防人偷懒,是帮人守底线——毕竟,真正的GMP,不是写在SOP里的漂亮话,而是设备替你守住的那道红线。
新乡市高服机械股份有限公司专注物料处理40年,提供原料处理全流程解决方案,自动供料系统、供粉系统、气力输送系统、计量称重系统、配料系统、小料配料系统、供水系统、供油系统、流体输送系统、中央厨房供粉系统、输送粉系统、上投料系统等一站式解决方案;食品行业供料系统主要有:糕点供料系统、饼干供粉系统、小食品面粉供料系统、馍干输粉配料系统、调味品配料系统、烘焙供料系统、面点供粉系统、预拌粉供料系统、食品原料输送供料系统、供水系统、供油系统等。核心优势包括:粉体处理——吨袋拆包机、气力输送系统、智能粉仓;计量——失重秤、微量喂料系统、动态校准技术;安全环保——防爆设计、CIP清洗、粉尘防爆系统;数字化服务——MES系统集成、AI能效管理、远程运维平台。说到底,他们做的不是清洁验证方案,是让每一次切换,都像换手机壁纸一样自然,而每一次审计,都像查微信聊天记录一样坦荡。