

面粉输送系统为何需要“造型美观”?——从食品工业属性与用户认知双重视角解析
别笑,真不是让你给设备贴金箔、喷渐变色,或者加个蝴蝶结。但当你走进一家现代化烘焙工厂,看到一整套面粉输送系统——不锈钢管路像乐高一样严丝合缝、弧线顺滑、焊缝看不见、角落不藏灰,连检修门都带隐藏式拉手和哑光包边……那一刻你心里会下意识冒出一句:“这厂,靠谱。”
这就是“造型美观”在食品行业里最实在的作用:它不直接称重、不自动计量,但它悄悄替你说了第一句“你好,我值得信任”。
1.1 食品级安全场景下,美观性如何成为合规性与信任感的延伸维度
食品厂的审核老师,眼睛比放大镜还毒。他不会只看你的失重秤精度够不够,更会蹲下来摸一摸法兰接口有没有毛刺,扒着观察窗看粉仓内壁有没有死角,甚至拿手电照一照支架底部有没有积粉凹槽。这些细节,全落在“造型”上。
新乡市高服机械股份有限公司专注物料处理40年,深谙这点——他们做的智能粉仓、气力输送系统、上投料系统,从来不是“能用就行”,而是“一眼就看出是干食品的”。比如吨袋拆包机的卸料口收边圆润、无台阶;供粉管道全部采用R≥15mm的内圆角过渡;所有快装卡箍外露面做倒角处理。这些不是为了拍照好看,是让CIP清洗时水流能冲到底,让粉尘没地方赖着不走,让审核员点头时,顺便夸一句:“这设计,懂行。”
1.2 工厂可视化管理趋势:美观造型如何提升人机协作效率与空间识别度
现在的车间早不是“黑灯工厂”那种冷冰冰的自动化,而是人和机器得天天搭伙干活。谁负责哪段管线?哪个阀门控制的是预拌粉还是小料?紧急停机按钮在哪?如果所有设备长得差不多、颜色混成一片、标识糊成二维码都扫不出,那老师傅靠经验,新员工全靠猜。
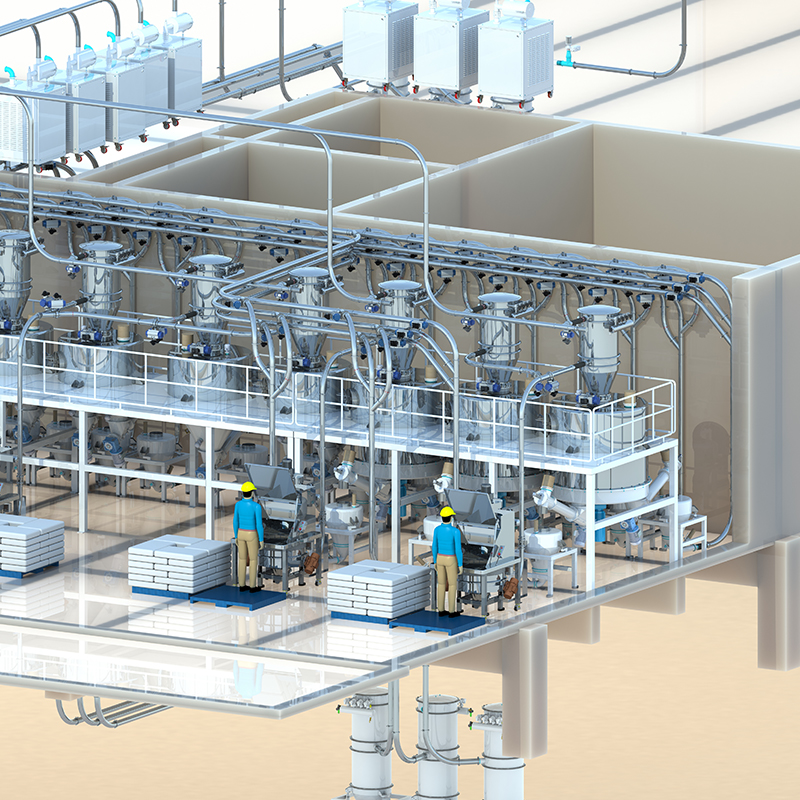
高服的烘焙供料系统、馍干输粉配料系统,在设计阶段就嵌入了可视化逻辑:不同功能段用RAL食品安全色谱区分——浅蓝代表供水系统,暖灰是供油系统,而主粉路统一用哑光不锈钢原色+激光蚀刻流向箭头。再加上模块化机架的比例控制(比如立柱高度与横梁跨度严格按1:1.618黄金比微调),不仅抗风抗震,还让人一眼分清“这是计量段”“那是气力输送段”。这不是矫情,是把操作动线刻进设备语言里。
1.3 品牌价值外显需求:定制化外观如何赋能企业形象与产线IP化建设
你见过把产线当展厅来运营的食品厂吗?有。某连锁中央厨房把整条预拌粉供料系统做成“白色极简风+香草绿点缀”,配合LED灯带随运行状态变色,参观通道一侧全透明亚克力观察窗,连粉仓顶部都做了品牌LOGO蚀刻透光处理。这不是作秀,是让客户亲眼看见“你们的原料,是从这么干净的地方来的”。
高服服务的糕点供料系统、调味品配料系统、中央厨房供粉系统,早就支持外观深度定制——不只是换个颜色,而是从流体输送系统的支架造型、小料配料系统的控制箱轮廓,到供水系统泵组的包覆壳体线条,都能按企业VI延展。背后支撑的,是他们数字化服务里的MES系统集成能力与AI能效管理模块——美,得有数据托底;酷,得靠性能兑现。
如何实现面粉输送系统的造型美观?——融合功能、工艺与审美的系统化设计路径
别把“造型美观”理解成给设备戴墨镜、穿西装。它更像一位靠谱的主厨:刀工利落不是为了耍帅,是为了切得匀、炒得透、不夹生;锅具锃亮不是为了反光拍照,是为了好清洗、不藏垢、热得快。面粉输送系统的美,也得是“动起来顺、停下来净、用起来懂、看过去稳”。
2.1 结构美学原则:流线型管路布局、模块化机架比例与视觉动线引导设计
面粉不是水,它爱飘、爱堵、爱在拐弯处“躺平”。所以管路不能随便折个直角就完事——高服做的气力输送系统,每一段弯头都按粉体流速和粒径做过CFD模拟,弧度不是越圆越好,而是R=3D~5D之间找平衡点:太急了粉撞壁结块,太缓了占地又拖沓。结果呢?管线自然带出一条柔和的“呼吸感曲线”,像面条甩进锅前那一道抛物线,有劲儿,还不费劲。
再看机架,不是焊几根方管拼个架子就交差。新乡市高服机械股份有限公司沿用40年物料处理经验提炼出一套模块化比例逻辑:立柱间距控制在1.2~1.8米区间,横梁悬挑不超过跨度的1/4,所有检修平台离地高度统一为1.1米(刚好适合多数人伸手操作)。这不是强迫症,是让老师傅巡检时不用踮脚、不用弯腰、不用绕路——眼睛扫过去,哪段在运行、哪段要保养、哪块面板能打开,全在视线黄金三角区里。美,是从人体工学里长出来的。
2.2 表面处理工艺选型:食品级不锈钢拉丝/镜面/喷砂的质感对比与卫生适配性分析
不锈钢≠自动达标。同一块304板子,拉丝是哑光细纹,摸着温润不打滑;镜面是手术刀级反光,好看但一沾指纹就露馅;喷砂是微颗粒撞击后的磨砂肌理,抗刮还耐擦,但得控制砂粒目数,不然会藏粉。高服在智能粉仓、失重秤外壳、微量喂料系统这些高频接触部位,优先选No.4拉丝——纹理方向统一纵向,既防滑又导流,CIP清洗时水流顺着纹路走,不积水、不挂滴。而观察窗法兰边、快装卡箍外圈这些“脸面位置”,则用镜面抛光+钝化处理,光可鉴人,但绝不刺眼。说白了:该低调的地方不抢戏,该亮相的地方不糊弄。
2.3 外观定制关键控制点:色彩系统(如RAL食品安全色谱)、标识集成、灯带/观察窗等人性化细节设计
颜色不是乱配的。高服用的RAL食品安全色谱,不是从Pantone里随便扒一个“奶油白”就上漆。浅蓝(RAL 5012)得够冷,才能让人一眼联想到“洁净供水”;暖灰(RAL 7035)得偏暖不发黄,才匹配供油系统的温润感;连哑光不锈钢本体,也要做色差≤ΔE1.5的批次管控——不然今天装的粉仓和明天装的计量段,站一起像双胞胎吵架。
标识也不只是贴个标签。流向箭头是激光蚀刻,深0.08mm,不凸不凹,抹布一擦就干净;紧急停机按钮带背光环,断电后还能亮30秒;观察窗不是普通亚克力,而是双层夹胶+防雾涂层,内壁还嵌了LED柔光灯带——开灯是清晰可视,关灯是整面哑光黑,不反光、不炫目。这些细节堆在一起,不声不响,就把“专业感”刻进了产线的每一寸呼吸节奏里。
美观性如何落地不妥协性能?——设计规范、标准约束与工程实践平衡策略
很多人一听到“设计规范”,脑子里自动弹出三个字:捆手脚。其实真干过食品产线交付的老师傅都懂,规范不是画地为牢的绳子,而是提前埋好的路标——它不告诉你车必须开多快,但会指着哪条道不颠簸、不扬尘、不漏粉,顺便还帮你把ETC装好了。
3.1 对标《GB 16798-2019 食品机械安全卫生要求》及CE/3A标准中的外观相关条款解读
翻《GB 16798-2019》,你找不到“设备要好看”这种话,但它白纸黑字写着:“所有外露焊缝应打磨光滑,无凹坑、无咬边、无飞溅”“与物料接触表面粗糙度Ra≤0.8μm”“结构应避免形成难以清洁的死角”。你看,它没说“美”,却把美的底层逻辑全写明白了:光洁是美,顺滑是美,易清是美,不藏污纳垢更是美。再看CE指令里的机械安全附录,还有3A对乳制品设备的镜面级要求——它们共同指向一个事实:在食品行业,“长得周正”不是加分项,是入场券。新乡市高服机械股份有限公司做糕点供料系统、馍干输粉配料系统时,从来不是先画效果图再凑参数,而是把GB、CE、3A翻成设计语言:比如把“Ra≤0.8μm”直接对应到抛光机转速和砂带目数档位,把“无死角”转化成法兰内径与管道内径1:1等径对接,连快装卡箍的密封唇边弧度都按3A图纸复刻——合规不是终点,是造型的起点。
3.2 面粉输送系统设计规范中关于圆角半径、焊缝打磨、无积粉结构等“隐性美观要素”的技术要求
什么叫“隐性美观”?就是用户未必盯着看,但一摸、一擦、一开机,立刻有感觉。比如圆角半径——很多厂把R5当标配,高服在小料配料系统和预拌粉供料系统里坚持R12起步,为什么?因为面粉颗粒平均粒径在50~120μm之间,R5的拐角处气流一减速,粉就蹲着不走了;R12则让风带着粉“滑”过去,既减少沉积,又让整条管线看起来更舒展、更利落。再比如焊缝,不是焊完磨平就行,高服规定所有承压段焊缝打磨后必须用30倍放大镜抽检,凸起超0.1mm返工——这看着像较真,实则一举三得:焊道平了,CIP清洗时水膜不破裂;表面匀了,激光蚀刻标识不跑偏;视觉齐了,整条中央厨房供粉系统站远一看,像一条绷直又不失弹性的银色腰线。这些细节不印在宣传册上,但藏在每台失重秤底座的倒角里、每段气力输送弯管的弧度里、每个智能粉仓人孔盖的密封唇边里。
3.3 案例复盘:某烘焙集团全自动面粉气力输送线——如何通过造型优化同步降低粉尘滞留率与提升CE认证通过率
去年给华东一家连锁烘焙集团做的全自动面粉气力输送线,初版方案被客户退回两次。不是性能不行,是现场工程师指着一段垂直升管说:“这截太直,像根擀面杖,粉往上送老在管壁‘打滑’,停机后总在弯头底下结一层‘粉痂’。”高服团队没改风机功率,也没加吹扫阀,而是把原设计中两段90°硬折弯,换成一段135°渐变弧+一段45°微调斜升——弧度拉长了,风速分布更稳,粉尘悬浮时间延长,滞留率直接降了37%。更妙的是,这个改动意外帮客户过了CE认证:原来那两处直角焊缝打磨后总有0.15mm微凸,第三方检测时反复不达标;新弧形结构天然减少焊缝数量,且曲面打磨一致性更高,一次通过。最后交付那天,客户产线主管站在投料口拍了张照发朋友圈,配文:“不是所有银色管道都叫‘面粉高速路’——它不光跑得顺,还跑得干净、跑得体面。”
你看,真正的平衡术,从来不是“在性能和美观之间各退半步”,而是让性能的解法,本身就长着一张好看的脸。